
- Deci, ce mașină este potrivită pentru sudarea țevilor?
- HAMER MULTIARC-250 Evolution
- Echipamente și unelte necesare
- 4 Cadrul de reglementare pentru sudarea cap la cap
- Producători de aparate manuale de sudură prin electrofuziune
- Ce echipament exista?
- Unitate de sudare mecanică
- Aparat manual de sudura (fier)
- Particularități
- feluri
- Criterii de selectare a unei scule de sudare
- 5 ELITECH SPT 800
- Producătorii de mașini de sudură pentru țevi din polipropilenă, o scurtă prezentare a modelelor.
- Metoda de sudare cap la cap
- Tipuri de aparate
- Manual
- Mecanic
- hidraulic
- Echipamente de electrofuziune
- Cum să alegi dispozitivul potrivit?
- Aparat manual
- Mecanic
- Concluzii și video util pe această temă
Deci, ce mașină este potrivită pentru sudarea țevilor?
În concluzie, iată o listă de cerințe pentru echipamentele de sudare a țevilor:
- Moduri de sudare: MIG/MAG; MMA TIG
- Curent de sudare: în intervalul de la 20 la 250 A (MMA); 20 până la 250 A (MIG); 20 până la 200 (TIG);
- Diametrul firului: 0,6 până la 1,2 mm;
- Diametrul electrodului: până la 1,5 până la 5 mm;
- Tensiune: 220V/380V;
- Eficiență: 70-90%;
- Greutate: 15-20 kg.
Aceste cerințe sunt îndeplinite pe deplin de aparatul de sudură HAMER MULTIARC-250 Evolution
HAMER MULTIARC-250 Evolution
-
- Curent de sudare 20-250 A (MMA); 15-60 A (CUT); 20-200 A (TIG);
- Tipul de sudare MMA/CUT/TIG;
- Tensiune 220 V/ 50 Hz;
- Durata de încărcare pentru modul MMA 250 A / 35%; 118,5 A/100%;
- Durata de incarcare pentru modul CUT 60 A/35%; 29,6A/100%;
- Durata de incarcare pentru modul TIG 200 A/35%; 118,5 A/100%;
- Eficiență 85%;
- Greutate 15 kg;
- Potrivit pentru funcționare cu tensiune de rețea instabilă (garaje, ferme, zone rurale etc.)
HAMER MULTIARC-250 Evolution este un aparat de sudura multifunctional care functioneaza in modurile MMA, TIG, CUT. Combinația mai multor moduri extinde în mod semnificativ lista proceselor de sudare, permițându-vă să lucrați cu diferite tipuri de metale. Acest lucru face din HAMER MULTIARC-250 Evolution un asistent indispensabil în producție, în special pentru reparațiile de sudură, pregătirea pentru instalarea și instalarea țevilor.
Primiți 90 de ruble cadou!

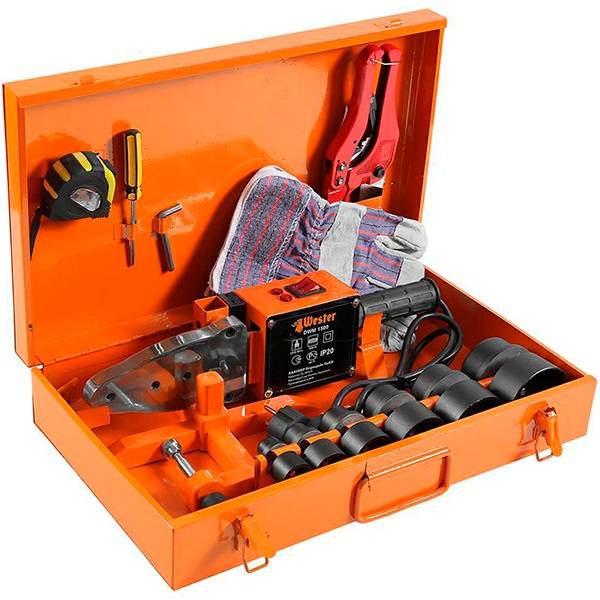
Echipamente și unelte necesare
Pentru sudarea țevilor din plastic, este convenabil să folosiți fiare de lipit în formă de sabie cu duze detașabile. Elementul de încălzire pentru sudarea țevilor este o platformă plată numită fier de călcat, are găuri pentru atașarea duzelor de încălzire.
Aparatul de sudură pentru sudarea țevilor din plastic trebuie să aibă un regulator de temperatură, un indicator luminos de încălzire. Pe lângă echipamentele de sudură, sunt necesare unelte pentru tăierea semifabricatelor și îndepărtarea stratului de folie. Tăiați produsele laminate din plastic în orice mod convenabil:
- tăietor de țevi, similar cu tăietorii de sârmă;
- foarfece pentru metal;
- ferăstrău cu lamă îngustă.
Pile tăiate fin sau șmirghel sunt folosite pentru a curăța tăieturile, pentru a elimina căderea. Pentru a tăia elementele conductei înainte de sudare, trebuie să pregătiți o riglă, un pătrat, un creion sau un marker.
4 Cadrul de reglementare pentru sudarea cap la cap
După cum se poate vedea din, până de curând în Rusia a existat o confuzie considerabilă cu tehnologia de sudare cap la cap, deoarece mai multe documente de reglementare actuale și-au oferit propria interpretare și, prin urmare, majoritatea sudorilor au preferat să aibă încredere în tehnologia subțire germană DVS. Și cerințele pentru echipamentele de sudură cap la cap din Rusia nu au fost definite deloc de niciun standard.
De la începutul anului 2013, două documente de reglementare au intrat în vigoare simultan în Federația Rusă:
- GOST R 55276 - pentru tehnologia sudării cap la cap a țevilor PE în timpul instalării conductelor de apă și gaz, pe baza traducerii standardului internațional ISO 21307;
- GOST R ISO 12176-1 - pentru echipamente de sudare cap la cap, pe baza traducerii standardului internațional ISO 12176-1.
Adoptarea GOST pentru echipamente a fost cu siguranță utilă. Din nefericire, acest lucru nu înseamnă că echipamentul importat de cea mai slabă calitate a fost imediat eliminat. Dar, în orice caz, câțiva producători ruși de echipamente sunt acum obligați să lucreze la calitate, iar consumatorul a primit un indiciu cu privire la evaluarea calității echipamentului achiziționat.
GOST privind tehnologia sudării cap la cap a adus ordine relativă. În orice caz, a condus la uniformizarea tehnologiei de sudare cap la cap a țevilor PE pe teritoriul Federației Ruse. Dar problemele au rămas.
IMPORTANT! GOST R 55276, împreună cu modul tradițional de sudare la presiune joasă (similar cu DVS 2207-1 și cu vechile standarde rusești), a legalizat modul de sudare la presiune înaltă pentru țevile de polietilenă, care era folosit anterior doar în SUA. Acest mod impune cerințe sporite echipamentelor, dar poate reduce semnificativ timpul ciclului de sudare.
IMPORTANT! GOST R 55276 nu este potrivit pentru utilizare directă pe șantier, deoarece se concentrează nu pe un sudor, ci pe un dezvoltator al unei diagrame tehnologice pentru sudarea țevilor din polietilenă. IMPORTANT! GOST R 55276 nu a rezolvat problema restricțiilor de care sufereau vechile standarde rusești și până în prezent suferă toate standardele străine
În primul rând, intervalul admisibil de temperatură a aerului este de la +5 la +45°C, în timp ce o mare parte a teritoriului Federației Ruse este forțată să înceapă sudarea atunci când mlaștinile îngheață. În al doilea rând, grosimea maximă a peretelui țevilor este de 70 mm, în timp ce grosimea peretelui țevilor produse efectiv a depășit de mult 90 mm. Și în al treilea rând, materialul țevii este doar polietilenă tradițională de joasă presiune (HDPE) cu un debit de topire de cel puțin 0,2 g / 10 min (la 190/5), în timp ce polietilena fără curgere au fost utilizate de mult timp pentru producție. a conductelor de diametru mare presiune medie cu MFI sub 0,1 g/10 min (la 190/5). Pentru condiții în afara limitelor dovedite ale temperaturii aerului și grosimilor pereților, unii producători au calculat tehnologia de sudare a țevilor din polietilenă extrapolând reglementările actuale, însă această tehnologie teoretică nu a fost încă verificată prin teste pe termen lung. Pentru tipurile de polietilenă care nu curg, nu există nicio tehnologie pentru sudarea țevilor, chiar și în teorie. Ca rezultat, aproximativ 80% din toată sudarea este efectuată în Rusia în condiții care depășesc limitările tehnologiei dovedite!
IMPORTANT! GOST R 55276 nu a rezolvat problema limitărilor de care sufereau vechile standarde rusești și până în prezent suferă toate standardele străine.În primul rând, intervalul admisibil de temperatură a aerului este de la +5 la +45 ° С, în timp ce o mare parte a teritoriului Federației Ruse este forțată să înceapă sudarea atunci când mlaștinile îngheață.
În al doilea rând, grosimea maximă a peretelui țevilor este de 70 mm, în timp ce grosimea peretelui țevilor produse efectiv a depășit de mult 90 mm. Și în al treilea rând, materialul țevii este doar polietilenă tradițională de joasă presiune (HDPE) cu un debit de topire de cel puțin 0,2 g / 10 min (la 190/5), în timp ce polietilena fără curgere au fost utilizate de mult timp pentru producție. a conductelor de diametru mare presiune medie cu MFI sub 0,1 g/10 min (la 190/5). Pentru condiții în afara limitelor dovedite ale temperaturii aerului și grosimilor pereților, unii producători au calculat tehnologia de sudare a țevilor din polietilenă extrapolând reglementările actuale, însă această tehnologie teoretică nu a fost încă verificată prin teste pe termen lung. Pentru tipurile de polietilenă care nu curg, nu există nicio tehnologie pentru sudarea țevilor, chiar și în teorie. Ca rezultat, aproximativ 80% din toată sudarea este efectuată în Rusia în condiții care depășesc limitările tehnologiei dovedite!









Anterior
2
Urmări.
Producători de aparate manuale de sudură prin electrofuziune
pe piata sudurii mașini de lipit Țevile HDPE sunt cele mai căutate produse de la următorii producători:
- Rothenberger. Această companie a fost fondată în Germania în 1949. În ultimii ani, compania a reușit să obțină un succes foarte mare, devenind unul dintre cei mai importanți producători de aparate de sudură. Produsele fabricate sub marca Rothenberger se disting prin cea mai înaltă calitate posibilă și cel mai înalt grad de fiabilitate.
- Ritmo. Compania italiană Ritmo a fost fondată în 1979.Astăzi aparține categoriei de companii de top care se ocupă de prelucrarea polimerilor și a produselor polimerice. În activitățile sale, Ritmo urmează în mod constant cele mai moderne și stricte standarde. Afacerile companiei sunt la un nivel foarte înalt, și același lucru se poate spune despre produse - produsele Ritmo se disting prin varietate, versatilitate și cea mai înaltă calitate.
- DYTRON. Pe fondul analogilor mai vechi, produsele companiei cehe DYTRON, fondată în 1992, nu par a fi de o calitate insuficientă - totul este în regulă. Gama de produse este neobișnuit de largă - compania produce atât echipamente manuale, cât și automate care vă permit să conectați țevile HDPE. În plus, gamele de modele sunt în continuă extindere și completare, așa că găsirea unor echipamente bune la standurile acestui brand nu va fi o problemă. De asemenea, este de remarcat conformitatea dispozitivelor lansate cu cele mai moderne cerințe.
Concluzie
Atunci când alegeți un dispozitiv pentru lipirea țevilor HDPE, este necesar să se construiască pe cerințele din cauza unei anumite situații. Selecția corectă a echipamentelor vă va permite să creați o conexiune fiabilă și strânsă, care poate dura atât timp cât țevile solide.
Ce echipament exista?
Conform designului său, aparatul de sudură este un dispozitiv în care secțiunile de țeavă sunt încălzite, făcând astfel posibilă obținerea unei conexiuni permanente. Nu este nevoie să explicăm că echipamentul folosit pentru sudarea țevilor din plastic va avea un design diferit față de mașina pentru sudarea țevilor metalice.
Până în prezent, pe Există două tipuri de dispozitive disponibile pe piață utilizate pentru sudarea țevilor din polipropilenă:
- Aparate mecanice pentru sudare;
- aparat de sudura manual.
Merită să vă gândiți la utilizarea primului în cazurile în care este necesară combinarea îmbinărilor, depunând mult efort pentru aceasta, sau a apărut sarcina de a instala țevi care au un diametru destul de mare.
O mașină de sudură manuală pentru țevi din plastic va fi cea mai bună alegere atunci când se plănuiește asamblarea conductei pe cont propriu și se plănuiește să utilizeze țevi care diferă în diametrul lor pentru lucru.
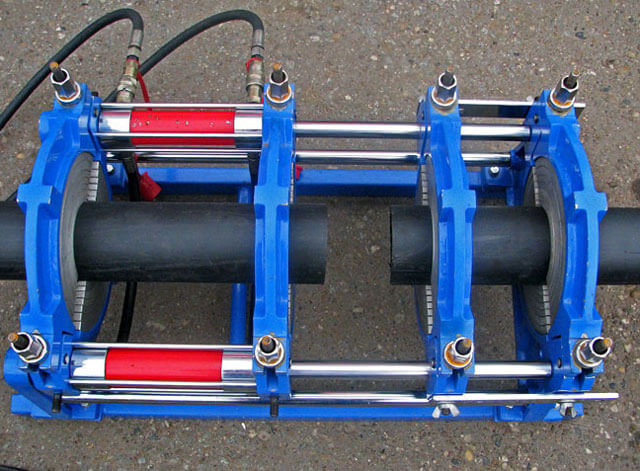
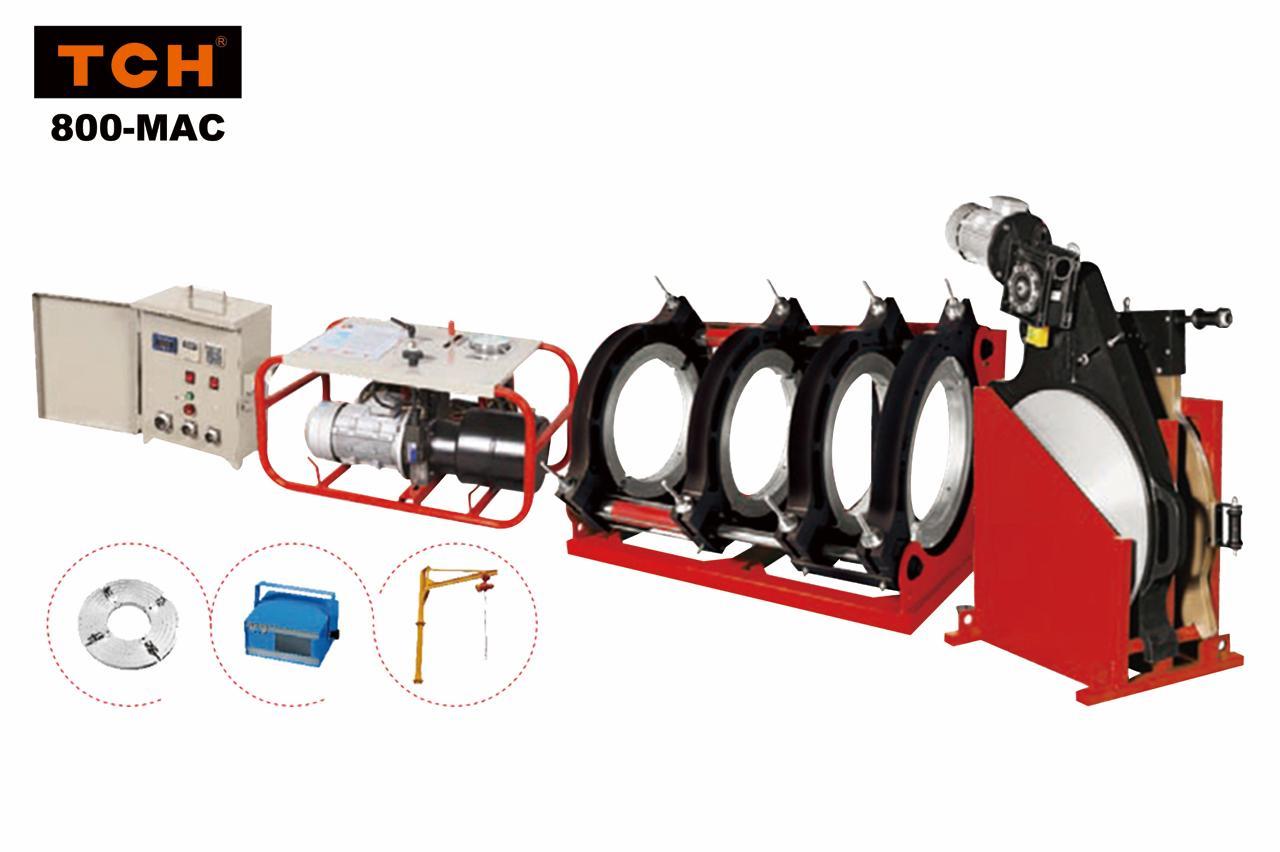
Unitate de sudare mecanică
 În ceea ce privește proiectarea, un aparat mecanic pentru sudarea țevilor din polipropilenă este realizat sub forma unui cadru suport, pe care se află o unitate de instrument și o unitate hidraulică. Pe partea stângă și dreaptă există mânere, fiecare având câte o pereche de jumătate de inele. Mânerele sunt separate prin inserții pentru a ajuta la echilibrarea presiunii și a centrului. În ceea ce privește diametrul lor interior, acestea nu diferă de țevile cu care se lucrează.
În ceea ce privește proiectarea, un aparat mecanic pentru sudarea țevilor din polipropilenă este realizat sub forma unui cadru suport, pe care se află o unitate de instrument și o unitate hidraulică. Pe partea stângă și dreaptă există mânere, fiecare având câte o pereche de jumătate de inele. Mânerele sunt separate prin inserții pentru a ajuta la echilibrarea presiunii și a centrului. În ceea ce privește diametrul lor interior, acestea nu diferă de țevile cu care se lucrează.
În proiectarea dispozitivului există un trimmer electric, al cărui scop principal este alinierea capetele țevilor. Acest dispozitiv este un disc rotativ echipat cu cuțite cu două fețe, care are și un mecanism de blocare care asigură funcționarea în siguranță. Elementul principal de încălzire de lucru este un disc de oțel cu un strat antiaderent care conține elemente de încălzire în interior. Designul multor modele de astfel de dispozitive conține adesea regulatoare de temperatură și senzori de control al temperaturii.
Aparat manual de sudura (fier)
Având în vedere că este puțin probabil ca consumatorul obișnuit să aibă sarcina de a instala rețele lungi, nu ar trebui să cumpere un dispozitiv de sudare voluminos.
Majoritatea consumatorilor folosesc de obicei un dispozitiv cum ar fi un fier de sudură pentru a asambla țevi. Dacă îl evaluăm după design și caracteristicile sale în funcționare, atunci din acest punct de vedere diferă puțin de un aparat electrocasnic tradițional. Dintre caracteristicile sale, doar un design diferit poate fi distins.
Elementele principale ale designului său sunt o placă de încălzire, un termostat și un mâner ergonomic. Dacă vă uitați cu atenție, puteți găsi două găuri în placa de încălzire, care sunt necesare pentru atașarea elementelor de sudură pereche care diferă prin diametrul lor. Ele se disting, în primul rând, prin prezența unui strat de teflon, datorită căruia plasticul nu se lipește de o suprafață fierbinte.
Particularități
Atunci când alegeți o mașină pentru sudarea țevilor din PE, trebuie să înțelegeți clar ce fel de lucru va fi făcut cu ea. Caracteristicile echipamentului dorit vor depinde în mare măsură de metoda de sudare pe care intenționați să o utilizați cel mai des.
Există patru metode principale pentru lipirea produselor din polietilenă.
- Sudarea cap la cap - această metodă este cea mai comună și se bazează pe conectarea capetelor țevilor încălzite între ele sau la fitinguri folosind o oglindă specială de sudură. Îmbinarea cap la cap vă permite să obțineți o îmbinare destul de de înaltă calitate la un preț accesibil al echipamentului, dar metoda nu este potrivită pentru îmbinarea produselor cu o grosime a peretelui mai mică de 4,5 mm.Folosirea sudării cap la cap necesită curățarea temeinică a suprafețelor de îmbinat, precizie maximă în tăierea produselor și aplicarea presiunii corecte asupra țevilor în timpul racordării acestora.
- Conectarea țevilor într-o priză (sau metoda de cuplare) este o metodă fiabilă, dar mai puțin obișnuită și mai costisitoare, bazată pe conectarea produselor printr-un cuplaj special. Există, de asemenea, opțiuni pentru conectarea a două țevi de diametre diferite direct una la alta. Această metodă nu este utilizată pentru așezarea conductelor situate în aer liber.
- Sudarea prin electrofuziune (sau termistor) a țevilor - această metodă este similară cu îmbinarea într-o priză, dar cuplajul utilizat în ea conține un element de încălzire metalic, care contribuie la încălzirea mai uniformă a produselor conectate și a cuplajului electric. Fiecare ambreiaj electric are un cod de bare special care codifică parametrii curentului electric necesari acestui ambreiaj, astfel încât dispozitivele de acest tip sunt adesea echipate cu un scanner de coduri de bare. Metoda termistorului este chiar mai fiabilă (și mai costisitoare) decât metoda de cuplare, prin urmare este utilizată în principal în cazurile în care este necesar să se asigure o conexiune foarte stabilă (de exemplu, la așezarea conductelor în zonele cu cutremure frecvente). Această metodă este utilizată pentru a conecta țevi cu un diametru de 20 mm sau mai mult cu orice grosime a peretelui, iar cerințele pentru precizia menținerii parametrilor tehnologici în ea sunt mult mai mici decât în cazul lipirii cap la cap.
- Sudarea prin extrudare este o metodă similară sudării electrice, în care polietilena încălzită este alimentată printr-un extruder special în zona de sudare, formând o legătură între țevi.Rezistența conexiunii rezultate, de obicei, nu depășește 80% din rezistența polietilenei, astfel încât metoda de extrudare este de obicei utilizată în principal pentru conectarea țevilor cu alte produse din plastic și instalarea țevilor cu un diametru de 630 mm sau mai mult în locuri care nu sunt probabile. pentru a fi supus la sarcini mari.


feluri
Toate dispozitivele de sudare din polietilenă constau din patru module principale - un generator (de obicei funcționează pe principiul unui invertor cu un transformator sau o sursă de alimentare comutată), un modul de control al puterii, un modul de control al temperaturii și o unitate tehnologică în care procesul de conectare în sine. are loc. Fiecare dintre cele patru metode de sudare discutate mai sus este efectuată folosind instrumentul corespunzător.











Mașinile existente pentru fiecare dintre cele 4 metode pot fi împărțite în continuare în 3 categorii în funcție de gradul de automatizare.

Dispozitivele semiautomate sunt împărțite în funcție de tipul de acționare utilizat în mecanic și hidraulic. La dispozitivele cu antrenare mecanică, forța necesară pentru a centra și ține țevile în timpul procesului de sudare este creată cu ajutorul operatorului, prin urmare acestea sunt utilizate numai atunci când se lucrează cu țevi cu un diametru mai mic de 160 mm. Acționarea hidraulică nu necesită aplicarea unei forțe din partea operatorului și este utilizată pentru sudarea produselor de orice diametru, inclusiv a celor mai mari de 160 mm.


O altă caracteristică importantă a aparatului de sudură este diametrul țevilor pe care le poate conecta, deoarece dimensiunile standard ale țevilor din PE sunt în intervalul de la 16 la 1600 mm. De exemplu, pentru instalațiile sanitare din apartamente, se folosesc de obicei țevi cu un diametru de 20 până la 32 mm, dar pentru instalarea conductelor principale, poate fi deja necesar un dispozitiv capabil să lipit țevi cu un diametru de 90/315 mm sau mai mult.
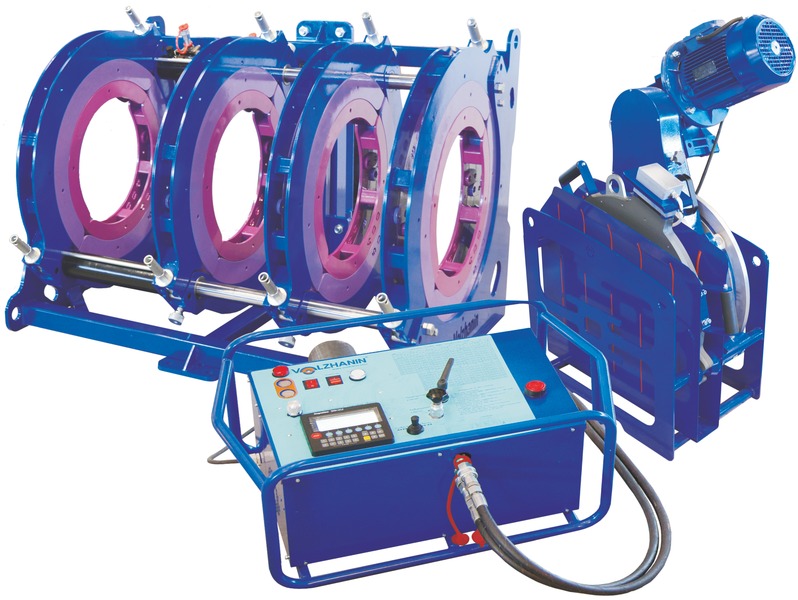
În prezent, cele mai populare dispozitive sunt Georg Fischer (Elveția), Rothenberger (Germania), Advance Welding (Marea Britanie), Eurostandard, Technodue și Ritmo (Italia), Dytron (Republica Cehă), KamiTech și Nowatech (Polonia). Există și producători ruși de dispozitive de sudură din polietilenă, de exemplu, uzina Volzhanin, care produce echipamente pentru produse de lipire cap la cap cu un diametru de 40 până la 1600 mm și dispozitive de electrofuziune capabile să conecteze țevi cu un diametru de până la 1200 mm.
Criterii de selectare a unei scule de sudare
Atunci când decideți problema cu clasa preferată de echipamente de sudură, este necesar, în primul rând, să acordați atenție domeniului de aplicare a lucrării planificate. Aici următorii parametri sunt de mare relevanță:
- Gama de diametre de țeavă cu care se lucrează.
- Consumul de energie.
- Prețul dispozitivului.
Este de remarcat faptul că există o relație clară între acești parametri. Deci, cu o creștere a diametrului exterior al țevii, este necesar să se ia în considerare modele cu putere mai mare. În general, este acceptat că indicatorul de putere, a cărui unitate este wați, ar trebui să fie de 10 ori diametrul, calculat în milimetri. Cu alte cuvinte, dacă ar trebui să sudeze țevi cu un diametru exterior de 30 mm, atunci vă puteți limita la un model a cărui putere nominală este de 300 de wați. Este de remarcat faptul că cifrele prezentate nu sunt definitive și precise și, prin urmare, aici sunt permise erori de până la 30%.
Prin urmare, dacă modelul de echipament de sudură are un consum mare de energie, atunci acest lucru permite proprietarului să sude țevi cu un diametru mai mare.Totuși, achiziția unui astfel de echipament va necesita cheltuieli mari.
5 ELITECH SPT 800

Echipament bogat Țara: Rusia (produs în China) Preț mediu: 1 638 ruble. Evaluare (2019): 4,5









Acest fier de lipit de buget pentru țevi din polipropilenă poate fi văzut nu numai în mâinile instalatorilor începători, ci și în mâinile profesioniștilor. Modelul poate funcționa cu 6 dimensiuni de țeavă, de la 20 la 63 mm. Experții notează duzele de înaltă calitate acoperite cu teflon. Cu o putere de încălzire de 800 W, dispozitivul se poate încălzi rapid până la 300°C. Încălzitorul se răcește, de asemenea, destul de repede. Producătorul și-a completat produsul cu 6 duze, un suport, o carcasă metalică fiabilă și un set de instrumente (șurubelniță, cheie hexagonală).
Analizând recenziile consumatorilor, există mai multe avantaje și dezavantaje ale dispozitivului. Pe de o parte, modelul merită laudă pentru puterea sa, încălzirea și răcirea rapidă, cusăturile netede, prețul accesibil. Reclamațiile vin la suportul inconfortabil, carcasa subțire, stratul de teflon de proastă calitate.
Producătorii de mașini de sudură pentru țevi din polipropilenă, o scurtă prezentare a modelelor.
La alegerea oricărui echipament, unul dintre criteriile determinante este reputația producătorului. Și deși mașinile pentru sudarea manuală a țevilor din polipropilenă nu pot fi numite dispozitive prea complexe și de înaltă tehnologie, există și anumite autorități în acest domeniu.
Deci, „creatori de tendințe” în producția unor astfel de echipamente sunt considerați „Rothenberger”, „Valfex”, „Dytron”, „BRIMA”, „Gerat”, „KERN”. Dispozitivele Elitech, Sturm, Caliber, Enkor, PATRIOT, Energomash, DeFort nu sunt mai puțin fiabile și solicitate.Principalul lucru este că echipamentul achiziționat este cu adevărat original, nu fals și este însoțit de garanția de fabrică a producătorului.
În concluzie, în mod tradițional, o mică trecere în revistă a modelelor populare și a nivelului mediu de preț pentru acestea.
| Numele modelului, ilustrație | Scurtă descriere a modelului | Nivel mediu de preț, frecare. (aprilie 2016) |
|---|---|---|
„BRIMA TG-171”, Germania - China  | Putere 750 W, diametru de sudare - pana la 63 mm, termostat electromecanic, temperatura de incalzire - pana la 300 °C. Timp de încălzire - nu mai mult de 15 minute. Setul include șase perechi de duze de la 20 la 63 mm. | 3900 |
„ENCOR ASP-800”, Rusia - China  | Putere 800 W, diametru de sudare - până la 63 mm, termostat electromecanic, temperatură de încălzire - până la 300 °C. Stand de platformă stabil. Setul include șase perechi de duze de la 20 la 63 mm cu un strat de teflon. | 2200 |
Elitech SPT 1000, Rusia - China  | Aparat cu un element de încălzire cilindric. Putere - 1000 wați. Diametrul de sudare - de la 16 la 32 mm. În livrare este inclus un set de duze (4 diametre) cu un strat de teflon. Forma ergonomică a corpului și a mânerului, permițându-vă să lucrați în locuri greu accesibile. Termostat electromecanic. | 2700 |
„Sturm TW7219”, Germania - China  | Model de mare putere - 1900 W, cu posibilitatea de a porni puterea maximă și jumătate (una sau două elemente de încălzire). Șase perechi de vârfuri acoperite cu teflon. Diametrul maxim de sudare este de 62 mm. Timp de încălzire - aproximativ 12 minute. Pachet de livrare extins care nu necesită achiziționarea de accesorii suplimentare. | 3300 |
Dytron Polys P-1a, Cehia  | Echipament profesional de înaltă calitate. Putere - 650 wați. Încălzitor cilindric cu termostat capilar de înaltă precizie.Diametrul de sudare - până la 32 mm. Vârfuri patentate de tip pantof cu 3 diametre, acoperite cu teflon albastru de înaltă calitate. Șase setări de temperatură. Protecție automată la supraîncălzire. Greutate - doar 1,3 kg, ceea ce facilitează munca în locuri greu accesibile. | 11200 în configurația minimă - un dispozitiv, un suport și trei duze. |
Rothenberger ROWELD P 40T, Germania  | Putere - 650 wați. Diametrul maxim de sudare este de 40 mm. Încălzitor în formă de sabie cu posibilitatea de a instala două perechi de manșon-manșon. Setul include 4 perechi de duze de la 20 la 40 mm, acoperire cu teflon de înaltă calitate. Caracteristicile acestui dispozitiv - termostatul încorporat este proiectat special pentru țevile din polipropilenă și este programat pentru menținerea de înaltă precizie a unei temperaturi stabile de 260 ° C. Greutatea dispozitivului este de 2,8 kg. | 14500 |
Sudor KERN R63E, Germania  | Model de grad profesional. Putere relativ scăzută, 800 W, și în același timp - posibilitatea de a suda țevi cu un diametru de până la 63 mm. Sunt incluse șase perechi de vârfuri acoperite cu teflon. Instalare electronică de înaltă precizie a temperaturii setate cu controler cu microprocesor, afișaj digital. | 13500 |
În concluzie - un videoclip despre un alt aparat de sudură pentru țevi din polipropilenă
Metoda de sudare cap la cap
Această metodă vă permite să conectați țevile de polietilenă cu o sudură folosind echipamente speciale pentru sudarea cap la cap. Sudura (sau „articulația”) este egală ca rezistență la tracțiune cu țeava de polietilenă în sine. Prin sudarea cu o unealtă încălzită, sunt conectate țevi PE cu diametre de la 50 mm până la 1600 mm inclusiv. Modurile de sudare tehnologice standard sunt proiectate pentru funcționarea la temperatura aerului de la -10°C la +30°C.Dacă temperatura aerului din stradă depășește intervalele standard de temperatură, atunci sudarea țevilor de polietilenă trebuie efectuată într-un adăpost pentru a respecta parametrii tehnologici. Sudarea cap la cap a țevilor HDPE sub presiune este împărțită în două etape principale: lucrări pregătitoare și sudarea în sine. Etapa pregătitoare include:
- verificarea performanței și pregătirea pentru funcționarea echipamentelor de sudură,
- pregătirea unui loc pentru amplasarea echipamentelor de sudură,
- selectarea parametrilor necesari pentru sudare,
- fixarea țevilor PE și centrarea în clemele mașinii de sudură,
- prelucrarea mecanică a capetelor suprafețelor sudate ale țevilor sau pieselor.
La pregătirea echipamentului se selectează inserții și cleme care corespund diametrului țevii de sudat. Suprafețele de lucru ale încălzitorului și unealta pentru prelucrarea țevilor PE trebuie curățate de murdărie și praf. Operabilitatea echipamentului este verificată în timpul unei inspecții vizuale a unităților și componentelor mașinii de sudură, precum și în timpul includerii controlului. La aparatul de sudură se verifică buna funcționare a clemei mobile a centralizatorului și funcționarea tăietorului. Amplasarea echipamentului de sudură se efectuează pe un loc sau pe un traseu de conductă pregătit și eliberat în prealabil, după ce țevile PE sunt depozitate pe acesta. Dacă este necesar, locul de sudare este protejat cu copertine pentru a-l proteja de precipitații, nisip și praf. Pe vreme umedă, se recomandă instalarea echipamentelor de sudură pe scuturi din lemn. Și se recomandă închiderea capătului liber al țevii de polietilenă cu dopuri de inventar pentru a preveni curenții în interiorul țevii în timpul sudării.
Asamblarea țevilor și pieselor din PEAD sub presiune sudate, inclusiv montarea, centrarea și fixarea capetelor de sudat, se realizează în clemele centralizatorului aparatului de sudură. Clemele aparatului de sudură pentru țevi PE se strâng astfel încât să se prevină alunecarea țevilor și să se elimine, pe cât posibil, ovalitatea la capete. La sudarea cap la cap a țevilor PE de diametru mare, deoarece au o greutate moartă suficient de mare, suporturile sunt plasate sub capetele libere pentru a alinia țevii și pentru a preveni mișcarea capătului sudat al țevii. Secvența procesului de sudare:
- Măsurați mai întâi forța necesară pentru a deplasa clema mobilă cu o țeavă fixă,
- între capetele conductelor este instalat un încălzitor, încălzit la temperatura necesară,
- efectuați procesul de reflux prin apăsarea capetele țevilor PE pe încălzitor, creând presiunea necesară,
- capetele sunt strânse de ceva timp (conform tehnologiei de sudare pentru această țeavă de polietilenă) până la apariția unei bavuri primare cu o înălțime de 0,5 până la 2,0 mm,
- după apariția bavurii primare, presiunea este redusă și menținută pentru timpul necesar pentru încălzirea capetelor țevilor,
- după încheierea procesului de încălzire, clema mobilă a centralizatorului este retrasă cu 5-6 cm înapoi și încălzitorul este îndepărtat din zona de sudură,
- după îndepărtarea încălzitorului, aduceți capetele țevilor de polietilenă în contact, creând presiunea necesară pentru precipitare,
- presiunea de precipitare este menținută pentru timpul necesar pentru răcirea îmbinării și apoi se efectuează o inspecție vizuală a sudurii rezultate în ceea ce privește dimensiunea și configurația bavurii exterioare,
- apoi marcați sudura rezultată.
Tipuri de aparate
Conform principiului de conectare a pieselor, unitățile de sudură sunt împărțite în 2 tipuri:
- pentru conectare prin electrofuziune;
- pentru priză și fund.
Conform principiului de funcționare, toate tipurile de echipamente sunt împărțite în manuale și mecanice. Orice echipament de sudare, indiferent de tip, are 4 unități principale: un generator, un regulator de temperatură, un modul de putere și o unitate tehnologică în care sunt conectate piesele. Acesta din urmă are o structură diferită (în funcție de tipul de sudare).
Manual
Mașinile de sudură manuale de dimensiuni mici au forma unei plăci cu vârfuri pentru fixarea capetelor pieselor HDPE. Pentru a conecta suprafețele pregătite, este necesar un efort uman, astfel încât diametrul țevii nu trebuie să depășească 125 mm. Se alege un dispozitiv de mână pentru uz casnic, este cel mai ușor de stăpânit, are un preț mic.
Mecanic
Aceste dispozitive sunt concepute pentru profesioniști. Acestea includ următoarele:
- centralizator cu vârfuri pentru prinderea pieselor;
- tăietor de capăt cu cuțite ascuțite pentru prelucrarea țevilor;
- element de incalzire (oglinda de sudura);
- dispozitiv de compresie.
Compresia conductelor conectate este asigurata de mecanic, deci diametrul acestora este nelimitat. Sudarea cu un dispozitiv acționat mecanic este o metodă mai avansată: facilitează munca operatorului și face îmbinarea mai fiabilă.
hidraulic
În echipamentele hidraulice, comprimarea produselor se realizează printr-o acţionare hidraulică. Astfel de dispozitive sunt proiectate pentru sudarea cap la cap și există 3 tipuri:
- Manual. Toate operațiunile sunt efectuate manual. Se aplică la sudarea conductelor cu o presiune medie și scăzută.
- Semiautomat. Munca manuală implică doar așezarea țevilor. Conexiunea are loc automat.
- Automat.Mișcările tuturor unităților unității de la începutul până la sfârșitul procesului sunt controlate de un computer, operatorul introduce doar parametrii necesari.
Mașinile moderne lucrează cu o precizie ridicată. Aceștia pot citi informațiile necesare din codul de bare imprimat pe HDPE sau pe cuplajele electrice, la finalul procesului eliberează un protocol de raportare, indică erori.
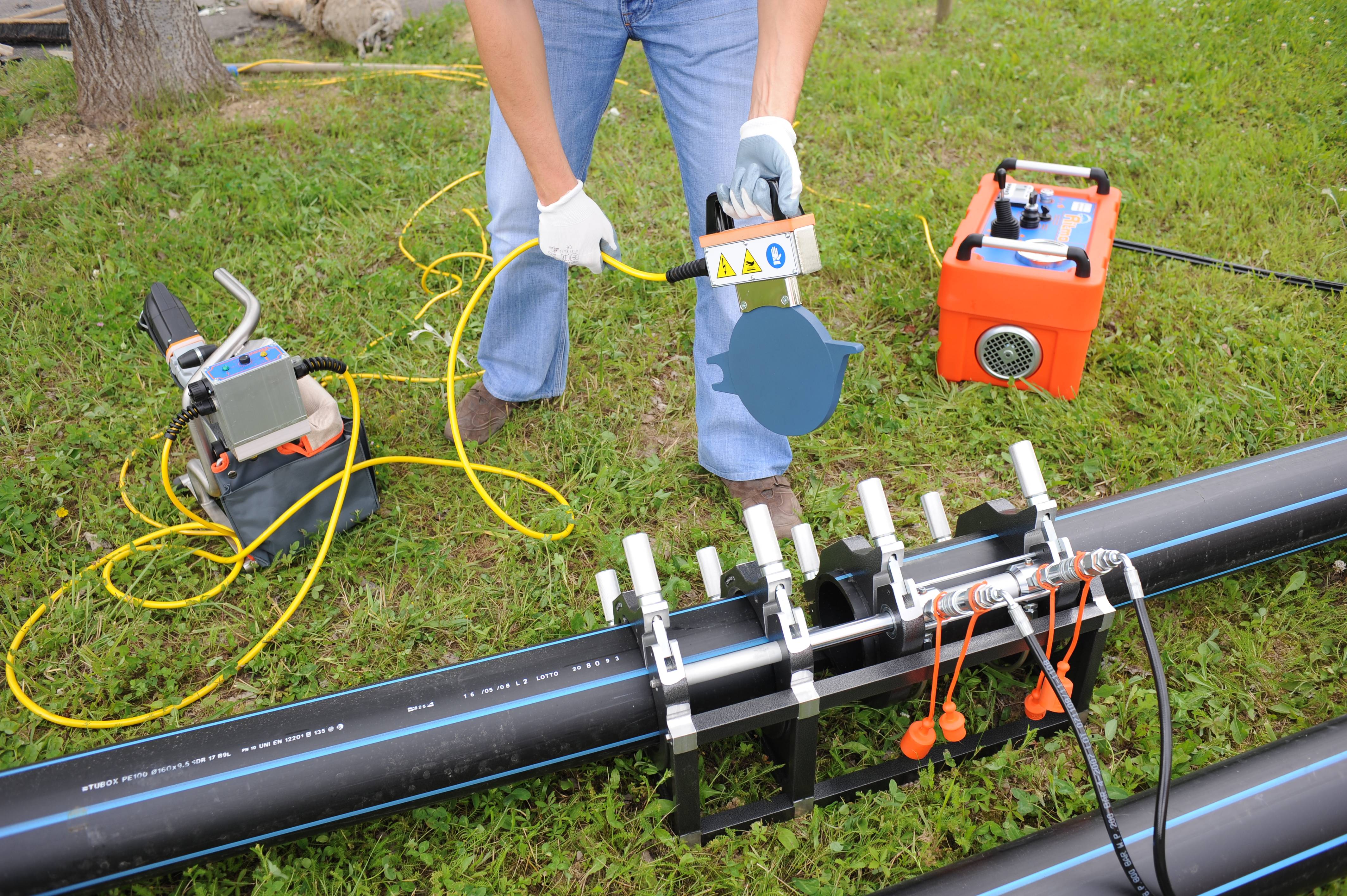
Echipamente de electrofuziune
 Tehnologia sudării prin electrofuziune este următoarea. În etapa de producție, în fiecare cuplare este așezat un element de încălzire de pe suprafața interioară cu două conductoare către suprafața sa exterioară.
Tehnologia sudării prin electrofuziune este următoarea. În etapa de producție, în fiecare cuplare este așezat un element de încălzire de pe suprafața interioară cu două conductoare către suprafața sa exterioară.
Conductele care urmează a fi conectate sunt introduse în cuplaj. Cu un cablu special, sunt conectate ieșirile cuplajului și ale aparatului de sudură. După aceea, elementul din interiorul cuplajului este încălzit.










Din acest motiv, secțiunea țevii de polipropilenă și cuplarea se topesc în zona elementului de încălzire. Când dispozitivul este oprit, are loc polimerizarea inversă a părților conectate ale produsului. Rezultatul este o conexiune monolitică.
poate lucra cu produse de aproape orice diametru. Pot suda țevi din polipropilenă, precum și produse din polietilenă de joasă presiune (HDPE).
Elementul principal este un microprocesor unitate cu alimentare reglată. Salvează protocolul de sudare pentru monitorizarea funcționării și generează curentul necesar pentru a obține temperatura de încălzire necesară.
La un moment dat, în funcție de diametrul produsului și de alte condiții, se oprește dispozitivul. Aparatul poate funcționa în aer liber în intervalul de temperatură -20…+60 °C.
De exemplu, aparatul Rothenberger ROWELD ROFUSE PRINT, cu greutatea și dimensiunile sale reduse (o cutie mică de aproximativ 20 kg), vă permite să conectați țevi HDPE și polipropilenă cu un diametru de până la 1200 mm.
Datele de pe ele pot fi introduse manual sau citite dintr-un cod de bare instalat pe conductă de către producător. Aparatul este ușor de utilizat și vine cu instrucțiuni detaliate.
Cum să alegi dispozitivul potrivit?
Aparate pentru sudarea lucrărilor din plastic ca un fier de lipit și sunt împărțite în mod convențional în 2 tipuri - manual și mecanic.
Aparat manual
Reprezintă o placă de încălzire cu vârfuri pentru capetele țevilor și mâner. Conform principiului de funcționare, este similar cu un fier de călcat și cu un fier de lipit electric.

Necesită efort uman pentru a comprima produsele care urmează să fie îmbinate. Potrivit pentru țevi PE cu un diametru de cel mult 12,5 cm. În consecință, nu este potrivit pentru volume mari de muncă și merită să-l alegeți pentru uz casnic.
Mecanic
Aparatul mecanic de lipit este un cadru suport cu discuri pentru fixarea tevilor si un bloc de instrumente. Elementul de încălzire cu elemente de încălzire în interior încălzește capetele conductelor conectate, iar mecanica asigură o comprimare puternică a acestor locuri.
Se aplică la sudarea produselor care sunt expuse la sarcini operaționale ridicate. Diametrul produselor este nelimitat.
Profesioniștii ar trebui să aleagă această opțiune.
Sfaturi utile pentru a face alegerea corectă:
Atenție la pachet
Dispozitivul cu cheie pentru duze este potrivit pentru lucrul cu unul, maxim două diametre. Dacă domeniul de aplicare este mai mare, alegeți echipamente cu duze de diferite diametre;
Puterea unității
Profesioniștii au un singur secret.Puterea minimă a echipamentului este calculată printr-o formulă simplă - cel mai mare diametru al țevii cu care trebuie să lucrați este înmulțit cu 10.







De exemplu, dacă aveți de gând să gătiți țevi cu un diametru de 50 mm acasă, atunci puterea minimă a unității = 50 × 10 = 500W;
Ce producator sa aleg?
Cel mai mare rating este pentru produsele companiilor cehe (de exemplu, TM "Daitron"). Dar prețul produselor - mușcături. Prin urmare - ca alternativă - producătorii turci. Există modele bune de producție internă.
Concluzii și video util pe această temă
Comparație și sfaturi utile pentru alegerea mașinilor de sudură:
Acest videoclip demonstrează procesul pas cu pas de asamblare a unui sudor pentru țevi PP cu propriile mâini:
Alegerea unei mașini de sudură potrivită pentru țevi de polietilenă nu este atât de dificilă. Este mai bine să acordați preferință produselor producătorilor cunoscuți dintr-o categorie de preț acceptabilă. Cu respectarea strictă a tehnologiei de sudare, se poate obține o conexiune fiabilă.
Spuneți-ne despre cum ați ales un aparat de sudură pentru asamblarea unei conducte polimerice acasă sau în țară. Împărtășește motivele din spatele alegerii tale. Vă rugăm să lăsați în blocul de mai jos, să postați o fotografie pe tema articolului, să puneți întrebări.



