- Cum să te conectezi?
- Conexiune sudata
- Conectarea țevilor din polipropilenă cu opțiuni metal-plastic
- Anatomia țevilor din polipropilenă
- Clasificarea materialelor PP
- Cum arată marcajul?
- Aspectul și structura internă
- Tipuri de țevi PP și decodarea marcajelor
- Clasificarea țevilor din polipropilenă
- Instalare
- Conducte metal-plastic - caracteristici tehnice:
- Aplicații - acoperire prin caracteristici tehnice:
- Tehnologia de conectare a conductelor din polipropilenă
- Cu utilizarea sudurii
- Mod „rece”.
- Opțiune de lipici
- Marcare
- Metode de îmbinare a țevilor din polipropilenă
- Fitinguri filetate
- Sudarea prin difuzie
- Sudarea cu fitinguri electrice
- Sudarea cap la cap
- Sudarea la rece
- Racord adeziv
- Aplicare flanșă
- Lipirea cu bandă de lipit
- Despre caracterele numerice și alfabetice în marcare
- Presiune nominală
- Clasa de operare
- Dimensiuni
Cum să te conectezi?
În cazul în care trebuie să conectați o țeavă de polipropilenă cu una metalică, puteți utiliza metoda de conectare cu filet. Pentru a face acest lucru, veți avea nevoie de fitinguri speciale, dintre care un capăt este neted, iar celălalt capăt este filetat pentru o țeavă metalică. La acest tip de conexiune, diametrul conductei nu trebuie să depășească 40 mm.
Filetul de pe fiting poate fi fie extern, fie interior.Pentru sudarea unei țevi de plastic este necesară o suprafață netedă pe partea din spate. Pentru etanșeitate, se folosește în principal câlți de in impregnat cu ulei de uscare.
Secvența de acțiuni pentru metoda de montare filetată:
- o țeavă este tăiată în unghi drept, capătul său este lubrifiat cu grăsime și apoi se aplică un fir folosind o unealtă de filetare;
- îndepărtați toate așchiile de pe filet și etanșați îmbinarea cu câlți;
- un fiting este înșurubat pe filetul țevii;
- capătul neted opus al cuplajului este sudat pe țeava din polipropilenă.
Este posibilă conectarea țevilor din polipropilenă atât prin sudare, cât și prin metoda rece. Prima opțiune este preferată, deoarece este considerată cea mai fiabilă și durabilă.


Conexiune sudata
Înainte de sudare, țevile și fitingurile din polipropilenă pentru ele trebuie tratate cu o soluție de degresare și apoi lăsate să se usuce - numai după această procedură puteți trece direct la sudare. Lucrări pregătitoare similare sunt necesare pentru orice tip de țeavă PP, cu excepția celor armate cu folie. Pentru o țeavă armată, tăietura este curățată cu o unealtă specială de curățare (raver), în care capătul dorit al țevii este introdus și rotit de mai multe ori. După decapare, partea superioară a țevii trebuie degresată.


Este necesar să puneți un semn pe țeavă cu un marker, notând distanța dorită pentru presarea acesteia în fiting. Apoi capătul țevii trebuie pus pe dorn și fitingul introdus în manșonul aparatului de sudură. Toate acțiunile trebuie făcute foarte rapid și clar. După aceea, elementele conectate sunt încălzite pentru un timp strict alocat.
După ce elementele de sudat sunt topite, acestea trebuie îndepărtate din duze și conducta trebuie presată rapid în fiting.Pentru conexiune sunt necesare unele forțe, deoarece elementele care trebuie sudate trebuie apăsate strâns și menținute în această poziție pentru o perioadă. Nu merită să fixați elementele de îmbinare mai mult de 20 de secunde, deoarece acest timp este suficient pentru ca acestea să se apuce ferm. După alăturare, asigurați-vă că îl lăsați să se răcească câteva minute.


Conectarea țevilor din polipropilenă cu opțiuni metal-plastic
În acest caz, o metodă de cuplare este considerată o metodă de conectare fiabilă. Pentru instalare, veți avea nevoie în plus de două chei reglabile, etanșant și cârlig.
Secvența de acțiuni la conectarea unei țevi din polipropilenă și metal-plastic:
- elementul detașabil este dezasamblat în două părți;
- pe partea cu filet exterior, trebuie să înfășurați câlcul și să îl acoperiți cu sigilant siliconic;
- câlcul este înfășurat și pe al doilea fiting și totul este lubrifiat cu silicon;
- părțile conexiunii trebuie răsucite împreună mai întâi cu mâna și apoi întinse cu o cheie reglabilă.
Anatomia țevilor din polipropilenă
Majoritatea țevilor din polipropilenă (PP) sunt aceleași doar la prima vedere. O examinare mai detaliată a acestora ne va permite să observăm diferențe în densitatea materialului, structura internă și grosimea peretelui. Domeniul de aplicare al conductelor și caracteristicile instalării acestora depind de acești factori.
Clasificarea materialelor PP
Calitatea cusăturii sudate din polipropilenă și performanța țevilor sunt în mare măsură determinate de tehnologia de fabricație a PP.
Există astfel de tipuri de piese, pe baza materialului de fabricație:
- PRN. Produse cu un singur strat din homopolipropilenă. Se aplică în conducte industriale și sisteme de alimentare cu apă rece.
- RRV. Produse cu un singur strat din copolimer bloc PP.Se aplică la instalarea rețelelor de încălzire prin pardoseală și a conductelor reci.
- PPR. Produse cu un singur strat din copolimer aleator PP. Se aplică în sistemele de alimentare cu apă și de încălzire a locuințelor cu temperatură a apei de până la +70 °C.
- P.P.S. Conducte de tip ignifug cu temperatură de funcționare de până la +95 °С.
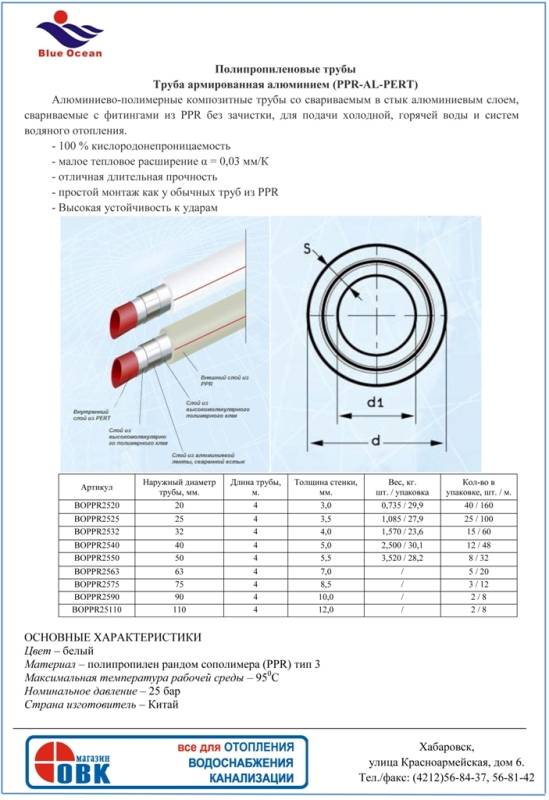
Există și piese armate multistrat din PP.
Când sunt încălzite la 80 de grade, țevile PP armate se lungesc cu 2-2,5 mm / m, iar țevile obișnuite cu un singur strat - cu 12 mm / m
Au o carcasă interioară suplimentară din aluminiu, care reduce dramatic alungirea termică, facilitând instalarea cablajului și siguranța operațională.
Dezavantajul acestor produse este necesitatea de a îndepărta stratul superior de polimer și aluminiul înainte de a lipi până la adâncimea de penetrare a țevii în fiting.
Am examinat mai detaliat tipurile de țevi PP în funcție de materialul de fabricație și fitinguri în celălalt articol al nostru.
Cum arată marcajul?
Puteți alege singur țevile și fitingurile necesare pentru cablarea din plastic pe piața construcțiilor. Trebuie doar să cunoașteți convențiile de etichetare.






Indicatorii pot fi într-o secvență diferită și într-o limbă străină, dar managerii de magazine ar trebui să cunoască orice decodare
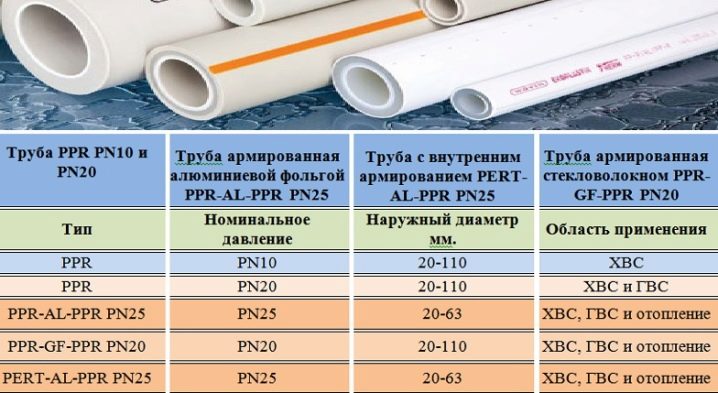
Pentru a determina domeniul de aplicare al produselor din polipropilenă, indicatorul principal este PN. Acesta este un indicator al presiunii nominale în kgf / cm2 (1 kgf / cm2 \u003d 0,967 atmosfere), la care durata de viață nu se modifică. Se presupune că temperatura de bază a lichidului de răcire în calcul este de 20 °C.
În sectorul casnic, sunt utilizate 4 tipuri principale de țevi PP cu indicatori PN diferiți:
- PN10 - pentru alimentarea cu apa rece;
- PN16 - pentru alimentare cu apa rece si calda;
- PN20 - pentru apa calda si sisteme de incalzire;
- PN25 - pentru sisteme de incalzire, in special de tip central.
Produsele cu PN25 au adesea o lungime liniară mare, așa că sunt aproape întotdeauna întărite cu folie de aluminiu sau fibră de sticlă puternică pentru mai puțină expansiune atunci când sunt încălzite. Vă recomandăm să aruncați o privire mai atentă asupra marcajului țevilor PP pentru încălzire.
Aspectul și structura internă
Țevile din PP de înaltă calitate au o formă perfect rotundă pe tăietură. Grosimea pereților și a materialului de armare trebuie să fie aceeași pe toată circumferința, nu ar trebui să existe rupturi în aluminiu sau fibră de sticlă.
Pentru a tăia stratul superior de plastic și folie pe țevi armate, trebuie să achiziționați un instrument special - un aparat de ras. Este ieftin și ușor de operat
Țeava armată constă în mod tradițional din trei straturi: polipropilenă interioară și exterioară și aluminiu mediu sau fibră de sticlă. Suprafețele țevilor trebuie să fie netede, fără coborâri și adâncituri.
Culoarea materialului poate fi verde, albă sau gri, dar calitatea și caracteristicile țevilor nu depind deloc de acest lucru.
Tipuri de țevi PP și decodarea marcajelor
Producătorii produc mai multe tipuri de țevi din polipropilenă, care diferă prin grosimea peretelui și prezența unui strat suplimentar de armare din folie de aluminiu sau fibră de sticlă.
Fiecare tip de produs are dimensiunile exterioare și interioare standardizate de diferite diametre, scopul său și marcarea corespunzătoare.
Principalele caracteristici tehnice sunt temperatura de funcționare a lichidului de răcire și presiunea internă nominală în conductă. Durata de viață a conductei depinde direct de acești parametri.
Marcarea include:
- literele "PN" - denumirea presiunii nominale;
- numerele „10, 16, 20, 25” - corespund valorii presiunii nominale de lucru în atmosfere (kgf / sq.cm).
Clasificarea țevilor din polipropilenă
| Tipul conductei | Caracteristici și scop | Max. temperatura de lucru | Presiunea nominală de lucru |
|---|---|---|---|
| PN10 | Cu pereți subțiri, pentru apă rece și încălzire prin pardoseală | până la 20°C până la 45°С (pentru pardoseli) | 10,2 atm. (1MPa) |
| PN16 | Universal, pentru alimentarea cu apa rece si calda | până la 60°С | 16,3 atm. (1,6 MPa) |
| PN20 | Universal, pentru alimentarea cu apa rece si calda | până la 95°C | 20,4 atm. (2 MPa) |
| PN25 | Armat, pentru alimentare cu apă caldă și sisteme de încălzire | până la 95°С | 25,5 atm. (2,5 MPa) |
Țevile sunt disponibile în patru culori
Avantajele și dezavantajele sistemului de încălzire Leningradka. De ce nu este de dorit să-l folosiți în clădiri cu mai multe etaje, ce schemă de cablare să alegeți pentru o casă cu un etaj.
Exemple de implementare a unui sistem de încălzire cu două conducte, în funcție de direcția de mișcare a lichidului de răcire: fundătură, flux direct, circulație naturală și forțată.
Instalare
Lipirea canalizării și încălzirea țevilor din polipropilenă RVC nu este mai dificilă decât orice alte țevi din plastic. Există anumite reguli prin care trebuie să conectați sistemul. Instrucțiuni pas cu pas despre cum se montează un cadru de canalizare:
Pentru a începe, trebuie să pregătiți un instrument. Acesta este un aparat de sudură pentru îmbinări din polipropilenă (invertor sau fier de lipit manual), tăietori de țevi, îmbinări (fitting american, garnituri, fiting etc.);
Primul pas este curățarea conexiunilor. Dispozitivul de tăiere a țevilor este apăsat pe secțiunea dorită de comunicare și o taie la dimensiunile dorite
Vă rugăm să rețineți că, în funcție de modul în care veți lipi îmbinările, poate fi necesar să tăiați și să curățați o parte, iar pe cealaltă parte;
După ce trebuie să faceți o teșitură, aceasta se face la un unghi de 15 grade;
Pentru a conecta uniform țevile între ele, se folosește un trimmer. Înainte de a lipi comunicațiile, asigurați-vă că acestea sunt perpendiculare pe podea.
Pentru a face acest lucru, trebuie să le instalați în centralizator și să vă conectați;
Sudarea se efectuează la o anumită temperatură. Mulți producători de sudură din plastic indică în instrucțiuni ce temperatură va fi optimă;
Este nevoie de un anumit timp pentru a suda țevile din polipropilenă pentru ca difuzia să aibă loc, dar, în același timp, plasticul nu se supraîncălzește. Dupa ce este cald se lasa intr-o menghina sa se raceasca.
Tehnologia de încălzire a țevilor din polipropilenă poate fi diferită în funcție de scopul lor. Uneori, duzele sunt montate pe echipament, de exemplu, cuplaje electrice. Ele vor ajuta la încălzirea conexiunii în punctul potrivit, fără a atinge alte părți ale ambarcațiunii.

Instalarea tevilor din polipropilena
Astfel, este posibil să se efectueze nu numai instalarea de sine stătătoare, ci și repararea țevilor crăpate sau eliminarea depresurizării sistemului. Apoi sudarea sau lipirea țevilor din polipropilenă armată se efectuează folosind etanșanți speciali.
Conducte metal-plastic - caracteristici tehnice:
- diametrul exterior 16-63 mm;
- grosimea peretelui 2-3 mm;
- grosimea stratului de aluminiu 0,19-0,3 mm;
- greutatea depinde de diametru, de exemplu, un metru de țeavă metal-plastic cu diametrul de 16 mm cântărește 105 grame, iar dacă diametrul este de 63 mm, atunci greutatea unui metru este de 1224 grame;
Țevile metal-plastic rezistă la presiune:
- presiune de lucru 10 bar (la 95 °C);
- presiune de lucru 25 bar (la 25 °C);
- presiune de spargere 80 - 94 bar (la 20 °C);
Țevile metal-plastic rezistă la temperaturi:
- sarcină constantă +95°С;
- sarcină pe termen scurt - până la +110°С;
- la o temperatură de -40 ° C congelați;
- la îndoire manuală, raza minimă de îndoire este de 80-125 mm (în funcție de diametrul exterior);
- la îndoire cu un îndoit de țevi - 45-95 mm (în funcție de diametru);
- coeficient de dilatare liniară 1/°C - 0,26 x 10-4;
- conductivitatea termică a țevilor metal-plastic (cantitatea de căldură pe care materialul o poate trece printr-un metru pătrat pe secundă) W / m * K - 0,43;
- difuzia oxigenului 0 g/m3 (nu lasa aerul sa treaca);
- durata de viata: a) 25 ani la 95°C; b) 50 de ani la 20°C;
- debitul este de 1,3 ori mai mare decât cel al oțelului.
Avantajele țevilor din metal-plastic
Pentru oricine decide să achiziționeze acest material, caracteristicile operaționale sunt mult mai importante decât cele tehnice. În primul rând aspectele pozitive:
- curățenie ecologică;
- rezistenta la formarea de rugina, pietre sau alte depuneri;
- capacitatea de a menține o formă nou dobândită după îndoire;
- posibilitatea profilării pentru a înfăşura elementele structurale ale clădirii;
- asamblare usoara si rapida care nu necesita multe unelte;
- deșeuri minime;
- flexibilitatea vă permite să economisiți elemente de conectare;
- rezistență scăzută la curgerea fluidului datorită absenței rugozității;
- compatibilitate cu alte materiale;
- greutate redusă pentru transport ușor;
- nivel ridicat de izolare fonică;
- antistatic;
- rezistență la condens și îngheț (metal-plastic rezistă la îngheț triplu);
- nu modificați calitatea lichidului transportat;
- întreținere ridicată;
- aspect estetic fără pictură.
Toate avantajele țevilor metal-plastic sunt obținute datorită designului unic. Stratul interior de polietilenă face posibilă îndoirea produsului. Aluminiul oferă rigiditate și previne difuzia oxigenului. Absența oxigenului previne formarea ruginii în cazane și calorifere.





Defecte
Atunci când alegeți și cumpărați țevi din metal-plastic, caracteristicile negative sunt la fel de importante de luat în considerare ca și cele pozitive:
- cu o conductă ascunsă, fitingurile filetate nu pot fi utilizate;
- metal-plastic nu tolerează razele ultraviolete;
- atunci când îngheață cu apă, sistemul va sparge cu siguranță, deși sunt potrivite pentru instalarea unei conducte externe. În acest caz, este necesară o izolație de înaltă calitate.
Țevile metal-plastic sunt furnizate în compartimente. Lungimea conductei din golf variază de la 50 la 200 de metri. Puteți cumpăra orice lungime, începând de la un metru.
Aplicații - acoperire prin caracteristici tehnice:
- sisteme interne de alimentare cu apă rece și caldă, încălzire a apartamentelor, caselor și cabanelor;
- sisteme de incalzire prin pardoseala, terenuri de sport, piscine;
- transportul de substanțe gazoase și lichide (inclusiv caustice și otrăvitoare) în industrie, agricultură și transport;
- alimentare cu aer comprimat;
- sisteme de aer conditionat;
- protectia firelor si cablurilor electrice;
- constructii si reparatii de vase fluviale si maritime, vagoane de cale ferata;
- sisteme de udare, irigare, colectare a apei din fântâni și fântâni.
O durată de viață suficient de lungă și un raport optim între cost și calitate au permis țevilor metal-plastic să se impună ca o alternativă de succes la produsele din metal și plastic. La urma urmei, metal-plastic a combinat calitățile pozitive ale ambelor materiale.
Din ce în ce mai mult, la crearea sistemelor de instalații sanitare și de încălzire în clădirile rezidențiale, se folosesc țevi metal-plastic.
Cu toate acestea, pentru a face alegerea corectă, este important să cunoaștem nu numai caracteristicile structurii și funcționării țevilor constând dintr-un material compozit, ci și avantajele și dezavantajele acestor produse.
Tehnologia de conectare a conductelor din polipropilenă
Andocarea și racordarea țevilor din polipropilenă se pot realiza prin expunerea capetelor acestora la temperaturi ridicate, prin instalarea fitingurilor de racordare sau prin lipire.
Aparatul pentru sudarea produselor polimerice se poate inchiria la centrul de constructii
Cu utilizarea sudurii
Este imposibil să conectați țevile din polipropilenă cu propriile mâini fără așa-numitul „fier” - un aparat de sudură alimentat de la rețea.
Fără abilitățile necesare în lucrul cu dispozitivul, merită să exersați înainte de a efectua manipulări de bază. Andocarea de probă va face posibilă determinarea forței de presiune și „prinderea” perioadei optime de reținere. Prin urmare, materialele trebuie achiziționate cu o marjă mică.
- În locurile de andocare viitoare, se fac tăieturi pe țevi, capetele sunt curățate cu grijă. La capete, cu un marker, se fac semne care indică adâncimea de imersare a capetelor în dispozitivul de încălzire. Fierul de lipit în sine este încălzit la 270 ° C.
- Capetele țevilor și elementele de legătură se pun pe duzele unui fier de lipit fierbinte strict perpendicular.
- După ținerea timp de 10-15 secunde pentru topire, elementele încălzite sunt îndepărtate din duze și conectate între ele, apăsând ușor în jos, dar fără rotire.
- Părțile andocate sunt lăsate câteva minute într-o poziție fixă până se răcesc complet.
Dacă totul este făcut corect, atunci se formează o îmbinare monolitică la locul de lipire fără depresiuni și „scădere”.
Procesul de instalare este prezentat clar în videoclip:
La sudarea țevilor cu un diametru mai mare de 40 mm, se folosește lipirea prin soclu. Dar este mai bine să încredințați această muncă unui specialist care cunoaște complexitățile procesului și are echipament profesional.
Sfat: Pentru a crea noduri puternice, elementele sunt încălzite din interior, iar țevile sunt încălzite din exterior. La unirea părților încălzite de-a lungul suprafeței interioare a țevilor, se poate forma un mic tubercul, reducând permeabilitatea țevii. Acest lucru poate fi prevenit prin suflarea structurii.
Mod „rece”.
Această metodă implică utilizarea fitingurilor de compresie. Pentru a conecta țevile din polipropilenă cu fitinguri, pe lângă elementele principale, este necesară doar o cheie de sertizare.
Etanșeitatea se realizează datorită garniturii de cauciuc, care este prinsă cu această cheie.
- După ce ați făcut tăieturi la capete, verificați perpendicularitatea marginii. Cu ajutorul unei piele cu granulație fină sau a unei cârpe de sârmă, capetele sunt curățate de bavuri.
- Pe capătul țevii se pune o piuliță de cuplare, îndreptându-l cu un filet către fiting. După aceasta, se pune un inel de compresie, așezându-l cu o teșire lungă pe fiting.
- Un fiting este înșirat la capătul pregătit, inserându-l până la capăt pe suprafața interioară a prizei.
- Strângeți piulița de cuplare, verificați dacă sistemul are scurgeri.
Dacă se detectează o scurgere în timpul unui test de apă, toate îmbinările sunt sigilate, iar conexiunea este strânsă.
Opțiune de lipici
Spre deosebire de metoda de sudare, care implică expunerea la cald, lipirea țevilor din polipropilenă se realizează în regim rece. Metoda se bazează pe dizolvarea suprafeței exterioare a elementelor plastice sub acțiunea compușilor chimici.






Adezivul se aplică numai pe capete precurățate și degresate
Cheia pentru rezistența articulațiilor este alegerea corectă a compoziției. La fabricarea compozițiilor adezive, producătorii le adaugă substanțe care acționează ca o componentă a țevilor polimerice. Prin urmare, atunci când alegeți un adeziv, merită să acordați prioritate compozițiilor concepute pentru a lucra cu produse din polipropilenă.
Compoziția se aplică într-un strat subțire, după care piesele sunt andocate și fixate într-o poziție staționară timp de 10 secunde.
Etanșeitatea îmbinărilor elementelor lipite se verifică după 15-20 de minute, iar testul de rezistență al conductei este după o zi.
- Uzina de conducte Volgorechensk (Gazpromtrubinvest)
- Uzina de țevi Izhora (ITZ)
- Royal Pipe Works (KTZ)
- Uzina de izolație a conductelor Chelyabinsk (ChZIT)
- Uzina de conducte Kstovo
Adăugați o companie
- Efectuăm independent calculele pentru deformarea țevii
- Caracteristici de introducere în conductele de gaz
- Tratarea condensului de la coșuri
- Modalități de a repara țevile cu scurgeri sub presiune
- Cum să faci o ciupercă pe o țeavă de coș cu propriile mâini
TrubSovet .ru Știm totul despre țevi
2015–2017 Toate drepturile rezervate
Când copiați materiale de pe site, asigurați-vă că plasați un link înapoi către
Marcare
Pentru a afla caracteristicile materialului din care sunt realizate țevile, trebuie să vă uitați la marcajele cu care sunt marcate. Descifrarea indexului literelor:
- PP este denumirea polipropilenei obișnuite;
- PP-R - polimer aleatoriu din polipropilenă;
- PP-RC este denumirea copolimerului aleatoriu de tip 3;
- PP-RCT este un copolimer aleator de tip îmbunătățit.
Conductele industriale, sistemele agricole sunt realizate din conducte PP-RC.
Marcarea după caracteristici:
- PN10 este desemnarea pieselor care pot rezista la presiuni de până la 10 atmosfere. Temperatura maximă admisă este de 45 de grade. Un astfel de material este potrivit pentru fabricarea conductelor de apă rece.
- PN16 - presiunea unui lichid sau gaz poate ajunge până la 16 atmosfere. Regim de temperatură - până la 60 de grade. Potrivit pentru asamblarea sistemelor de încălzire prin pardoseală.
- PN20 - rezista la presiune de pana la 20 de atmosfere. Temperatura admisă - 95 de grade. Conductele de încălzire centrală sunt realizate din astfel de elemente.
- PN25 - constă din plastic cu un strat de aluminiu sau fibră de sticlă. Rezistă la presiune de până la 25 de atmosfere și la temperatură - 95 de grade.
La fabricarea unei conducte pentru alimentarea cu apă caldă și rece sau a unui circuit de încălzire, produsele marcate PN25 sunt mai des utilizate.
Metode de îmbinare a țevilor din polipropilenă
Alegerea metodei de andocare depinde de ce fel de conexiune dorim să obținem - detașabilă sau nu. Decizia poate fi influențată de prezența unui instrument special și a abilităților de lucru. Luați în considerare cele mai frecvent utilizate metode.
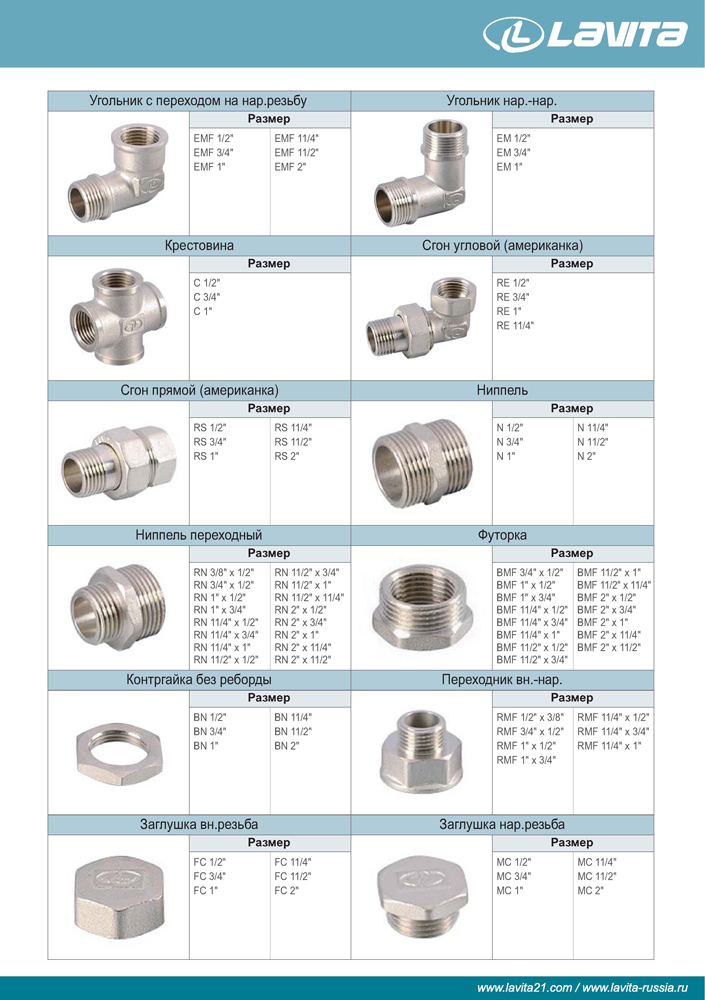
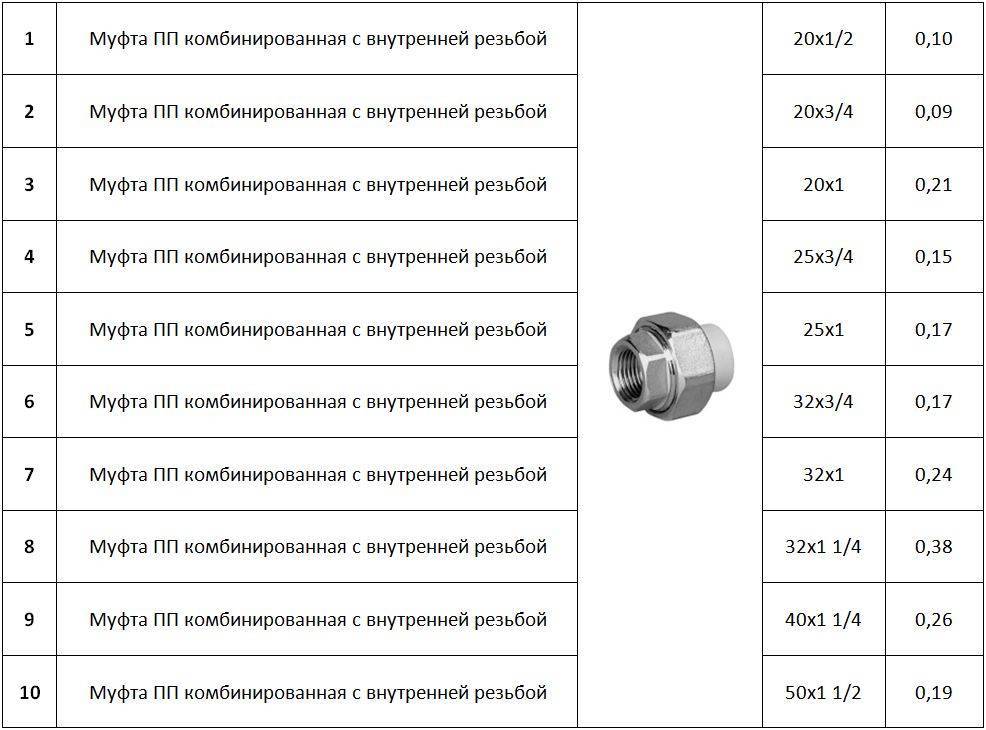
Fitinguri filetate
Dacă vă gândiți cum să faceți o conexiune detașabilă a țevilor din polipropilenă, utilizați fitinguri filetate.Lucrul cu astfel de fitinguri este considerat cel mai simplu și vă permite să obțineți un rezultat bun.
Fitingurile filetate sunt o combinație de metal și plastic. Partea din plastic este atașată de polipropilenă prin sudare sau lipire printr-un manșon de plastic. Cel de-al doilea capăt al elementului este din metal, este filetat, prin care este atașat de o altă bucată de țeavă sau echipament sanitar.
Pentru muncă veți avea nevoie de:
- Fitinguri necesare.
- cheie de gaz.
- Cuplaj capac si cheie pentru instalarea acestuia.
- Etanșant.
Pentru a preveni scurgerile în punctele de atașare a fitingurilor filetate, pe fir sunt înfășurate fibră de in, bandă de fum. Fitingurile filetate sunt instalate la conectarea țevilor din plastic cu cele metalice.
Sudarea prin difuzie
Acest tip de sudare cap la cap, obținută din cauza topirii materialului pieselor și a pătrunderii reciproce difuze a moleculelor. Potrivit pentru imbinarea cu diametre de la 16 la 40 mm. În plus, se folosește un manșon, care asigură un strat de plastic pentru a obține o cusătură. Pentru țevile cu pereți groși se utilizează sudarea cap la cap difuză.
Sudarea cu fitinguri electrice
Un fiting electric este un conector din polipropilenă, în designul său are un încălzitor metalic, ale cărui contacte sunt scoase în evidență.
După ce fitingul este pus pe țeavă, contactele metalice sunt atașate la aparat, elementul este încălzit și fitingul prin acesta.
Sudarea cap la cap
Pe baza apariției difuziei în timpul încălzirii polipropilenei. Pentru a funcționa, veți avea nevoie de o unitate de disc echipată cu un dispozitiv de centrare pentru a asigura alinierea țevilor.Se realizeaza pentru sudarea segmentelor cu diametrul mai mare de 60 mm cu perete de 4 mm.




Tehnologia muncii include operațiuni:
- Îmbinările țevilor sunt încălzite simultan la temperatura necesară cu un fier de lipit cu disc.
- Apăsați capetele țevilor unul pe celălalt, asigurați-vă că axele lor coincid, nu există deformare.
- Rezistă până când materialul se răcește.
Fiecare aparat de sudură este livrat cu o instrucțiune, care conține tabele care indică timpii de încălzire și răcire pentru o anumită grosime a peretelui. Țevile cu pereți groși produc o cusătură fiabilă. Astfel de conducte pot fi îngropate în pământ, înfipte în perete.
Sudarea la rece
Se realizează atunci când materialul este topit din cauza acțiunii chimice a adezivului. Se aplică pe zonele îmbinate, presat, ținut timp de 10-15 minute. După stabilizarea substanței, obținem o îmbinare etanșă. Puterea conexiunii este scăzută. Este utilizat în conducte pentru alimentarea cu lichid pentru răcire și alte conexiuni, responsabilitate redusă.
Racord adeziv
Un strat subțire de adeziv este aplicat pe suprafața curățată, piesele sunt apăsate strâns unele pe altele și ținute timp de 10 secunde. Articulația atinge cea mai mare rezistență într-o zi
Este important să alegeți compoziția adezivă potrivită, aceasta trebuie să fie proiectată pentru polipropilenă
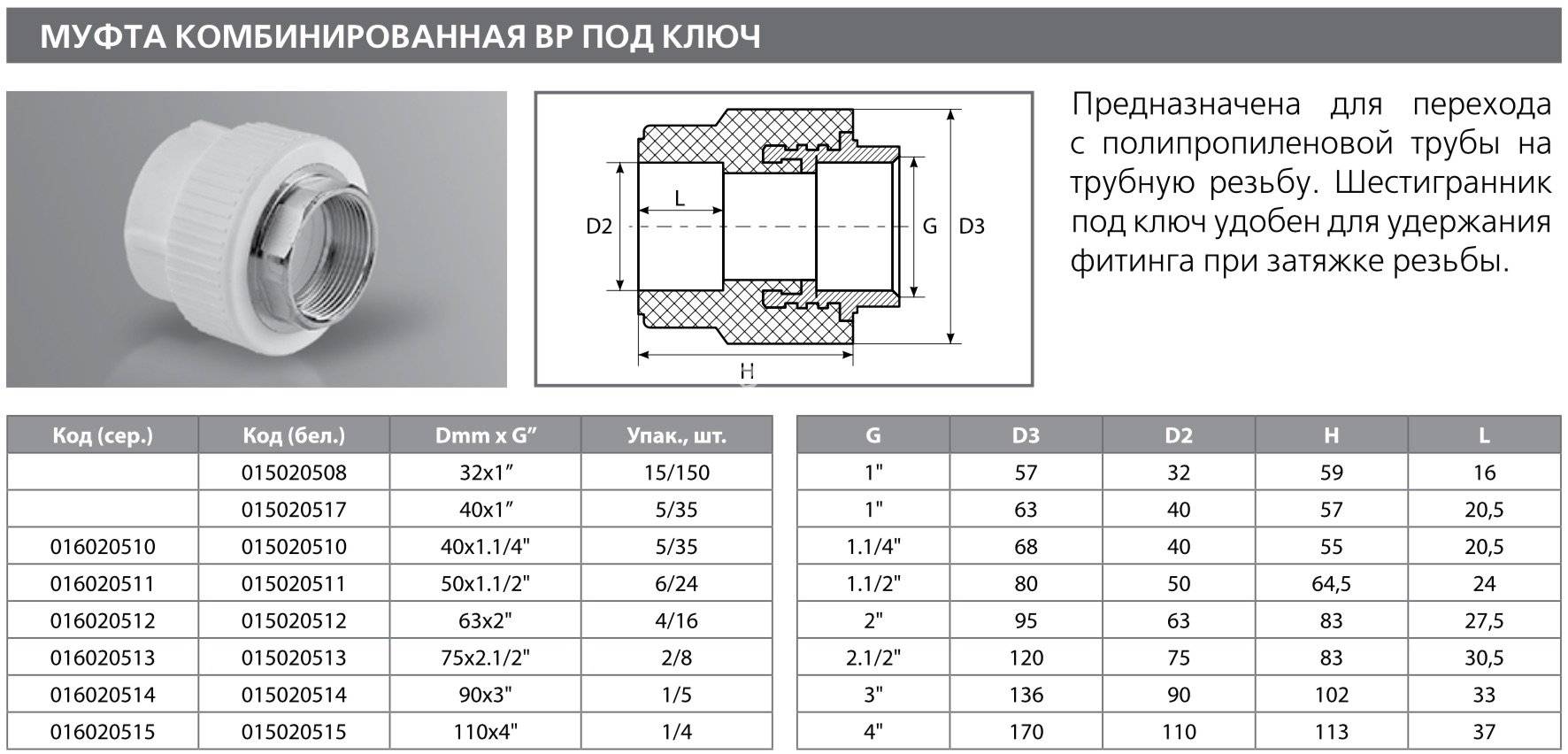
Aplicare flanșă
Flanșele sunt utilizate atunci când țevile din diferite materiale sunt îmbinate, de exemplu, polietilenă cu polipropilenă. Garniturile din cauciuc sunt folosite pentru etanșeitate.
Lipirea cu bandă de lipit
Folosind o bandă de lipit, puteți conecta elementele fără un fier de lipit, ceea ce simplifică foarte mult munca. Algoritmul acțiunilor este următorul:
- Curățăm suprafețele pieselor, degresăm.
- Învelim locul lipirii cu bandă.
- Incalzim locul in care se aplica banda pana se topeste.
- Am pus partea îmbinată.
- Așteptăm până se răcește articulația.
- Îndepărtați excesul de lipit.
Obținem o îmbinare etanșă fiabilă. Această metodă este utilizată pentru lipirea țevilor mici.
Având unele abilități de instalații sanitare, puteți face instalarea unei instalații sanitare interne sau a unui sistem de încălzire cu propriile mâini. Pentru a obține un rezultat bun, ar trebui să citiți instrucțiunile și recomandările specialiștilor. Alegerea instrumentului, conformitatea cu tehnologia de lucru va servi drept garanție a obținerii unor reparații de înaltă calitate.
Erori la sudarea țevilor din polipropilenă:
Despre caracterele numerice și alfabetice în marcare
Multe litere și cifre sunt aplicate acestui material. Producătorii deschid de obicei site-uri web oficiale, unde, printre altele, există informații pe etichetă și informațiile pe care aceasta le indică. Dar cel mai bine este să traduceți aceste explicații într-o limbă pe care toată lumea o poate înțelege.
Presiune. Unitatea de măsură este kg\cm2. Desemnat ca PN. Indică cât timp a funcționat în mod normal conducta, păstrând anumite caracteristici.
Cu cât peretele este mai gros, cu atât este probabil mai mare acest indicator. De exemplu, produc clasele PN20, PN25. Astfel de opțiuni sunt necesare pentru furnizarea de apă caldă, sisteme de încălzire.
Uneori sunt aplicate și dungi roșii sau albastre. Acest lucru va clarifica ce fel de apă sunt destinate viitoarele conducte.
Marcarea țevilor din polipropilenă pentru încălzire include date legate de materiale și structură. Sunt compilate tabele mari pentru a descrie acest parametru. Dar este suficient să fii conștient de denumirile de bază pentru a realiza instalarea corectă a încălzirii într-o clădire obișnuită.
- Al - aluminiu.
- PEX este denumirea pentru polietilena reticulata.
- PP-RP. Este polipropilenă de înaltă presiune.
- PP - Varietăți comune de material din polipropilenă.
- HI - produse rezistente la foc.
- TI este o versiune izolată termic.
- M - denumirea multistratului.
- S - pictogramă pentru structuri cu un singur strat.
Marcarea țevilor din polipropilenă pentru alimentarea cu apă poate indica și date referitoare la:
- Prezența sau absența certificatelor.
- Numerele de lot emise, denumirea de serie și ora și așa mai departe. Astfel de desemnări pot consta din 15 caractere sau mai mult.
- Producătorii.
- Grosimi si sectiuni de perete.
Datorită acestor informații, fiecare cumpărător va alege însuși un material pentru alimentarea cu apă care să îi satisfacă toate nevoile.
Presiune nominală
Literele PN sunt desemnarea presiunii de lucru permise. Următoarea figură indică nivelul presiunii interne în bar pe care produsul îl poate rezista pe o durată de viață de 50 de ani la o temperatură a apei de 20 de grade. Acest indicator depinde direct de grosimea peretelui produsului.



PN10. Această denumire are o țeavă ieftină cu pereți subțiri, presiunea nominală în care este de 10 bar. Temperatura maximă pe care o poate rezista este de 45 de grade. Un astfel de produs este folosit pentru pomparea apei reci și încălzirea prin pardoseală.

PN16. Presiune nominală mai mare, temperatură limită mai mare a fluidului - 60 de grade Celsius. O astfel de țeavă este deformată semnificativ sub influența căldurii puternice, prin urmare nu este potrivită pentru utilizarea în sistemele de încălzire și pentru alimentarea cu lichide fierbinți. Scopul său este alimentarea cu apă rece.
PN20. Țeava din polipropilenă a acestui brand poate rezista la o presiune de 20 bar și la temperaturi de până la 75 de grade Celsius.Este destul de versatil și este folosit pentru furnizarea de apă caldă și rece, dar nu trebuie utilizat într-un sistem de încălzire, deoarece are un coeficient de deformare ridicat sub influența căldurii. La o temperatură de 60 de grade, un segment al unei astfel de conducte de 5 m este extins cu aproape 5 cm.

PN25. Acest produs are o diferență fundamentală față de tipurile anterioare, deoarece este armat cu folie de aluminiu sau fibră de sticlă. În ceea ce privește proprietățile, țeava armată este similară cu produsele metal-plastic, este mai puțin susceptibilă la efectele temperaturii și poate rezista la 95 de grade. Este destinat utilizării în sisteme de încălzire, precum și în GVS.

Clasa de operare
Atunci când alegeți produse din polipropilenă de producție internă, scopul țevii vă va spune clasa de funcționare conform GOST.
- Clasa 1 - produsul este destinat pentru alimentarea cu apă caldă la o temperatură de 60 °C.
- Clasa 2 - ACM la 70 °C.
- Clasa 3 - pentru încălzire prin pardoseală folosind temperaturi scăzute de până la 60 °C.
- Clasa 4 - pentru sistemele de încălzire prin pardoseală și radiatoare care folosesc apă până la 70 ° C.
- Clasa 5 - pentru încălzirea cu radiatoare cu temperaturi ridicate - până la 90 ° C.
- HV - alimentare cu apă rece.
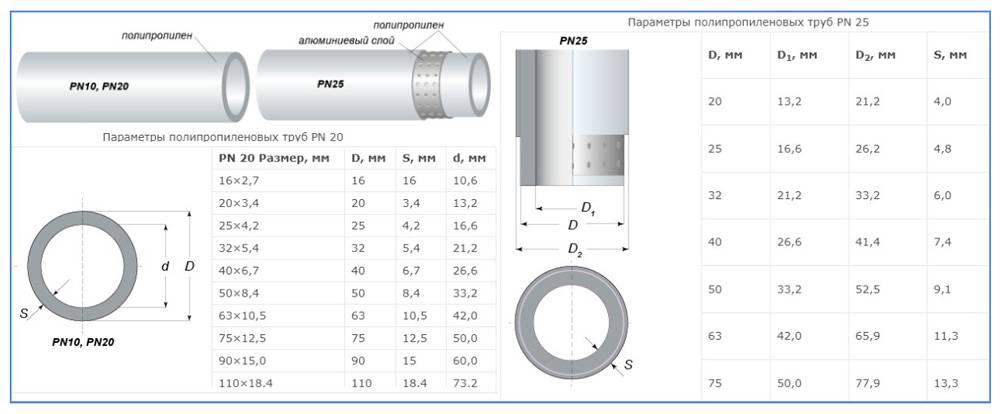
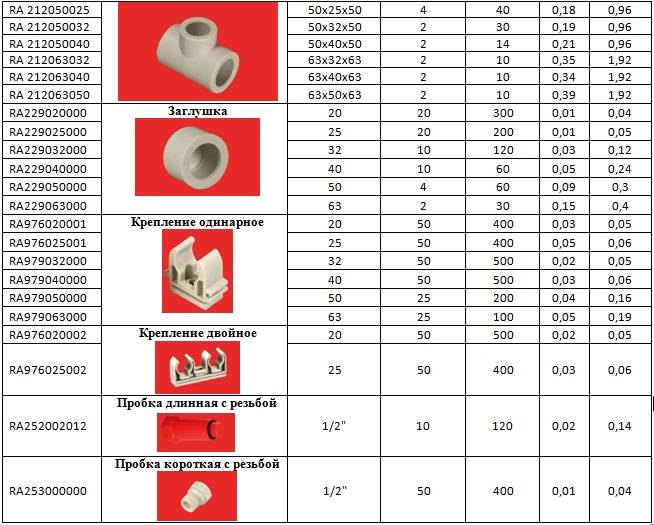
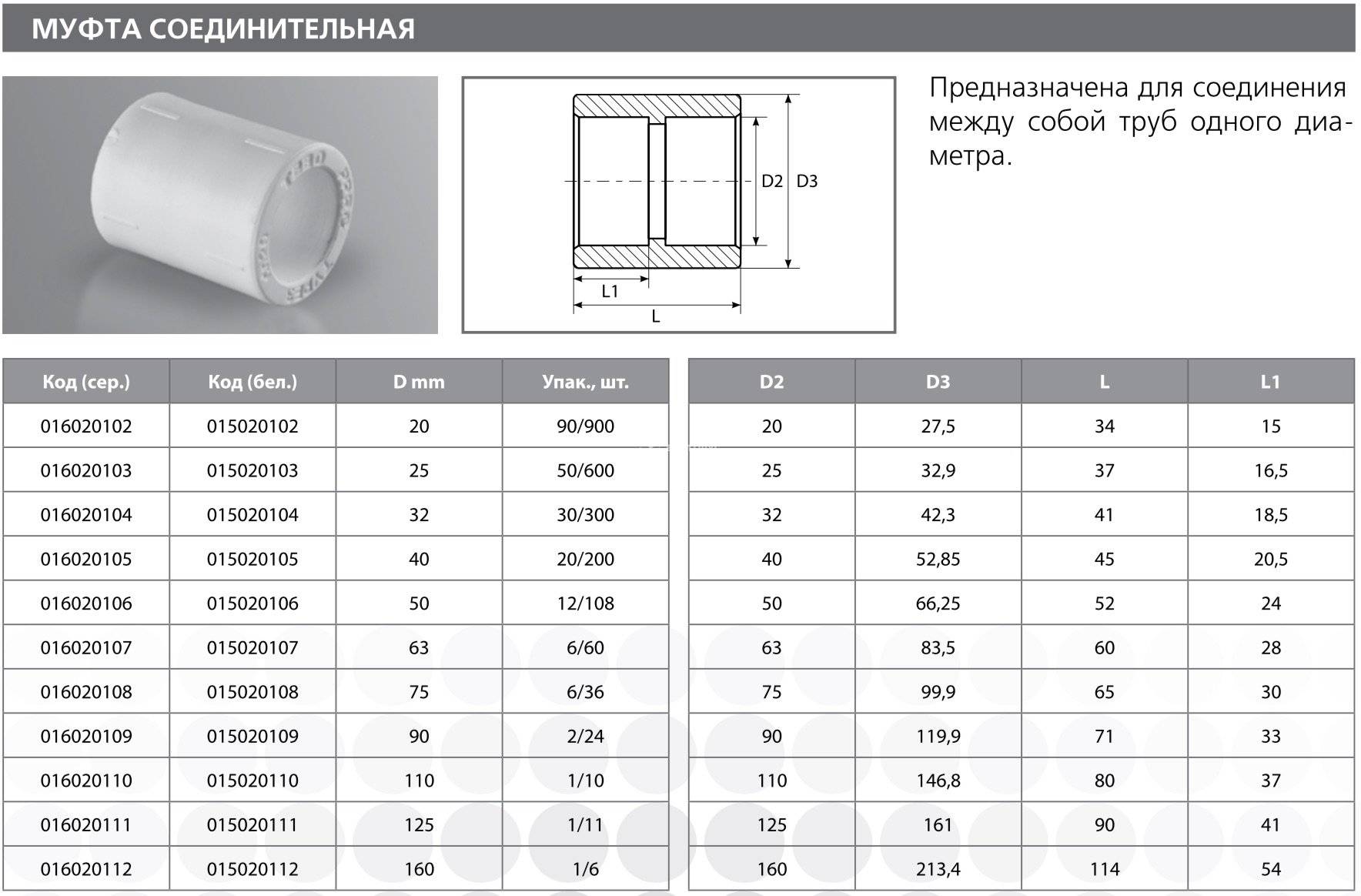
Dimensiuni
Dimensiunile țevilor din polipropilenă variază foarte mult. Valorile pentru diametrele externe și interne, grosimile pereților pot fi găsite în tabelul următor.




