- Lipirea țevilor de cupru cu propriile mâini: cum să lipiți țevile de cupru?
- Lipituri pentru lipirea cuprului
- Torte cu gaz pentru lipit
- Reguli pentru funcționarea în siguranță a echipamentelor
- Cum să lipiți țevile
- Metode de lipire a pieselor de cupru
- Caracteristicile compușilor la temperatură înaltă
- Lipirea
- Măsuri de siguranță la lipirea țevilor de cupru
- Instrucțiuni de lipire moale
- Fixarea țevilor de cupru cu alte materiale
- Mituri despre conductele de cupru
- Cum să alegi lipirea potrivită?
- Conexiuni sertizate de înaltă presiune
- Metoda #4: Conexiune push-connect
Lipirea țevilor de cupru cu propriile mâini: cum să lipiți țevile de cupru?
Există două tipuri de țevi de cupru de lipit:
- temperatura scazuta;
- temperatura ridicata.
Folosind prima metodă, de regulă, se montează comunicațiile casnice. Lipitura moale este potrivită pentru această metodă, poate fi sârmă de cupru (cu un amestec de fosfor) cu o secțiune transversală de 2 mm, staniu sau plumb cu aditivi, lipire moale cu argint.
A te lipi, cu puține abilități, nu va fi dificil.
Lipitura moale are un punct de topire mai mic decât cuprul, așa că atâta timp cât iei măsuri de precauție, te poți pune la treabă în siguranță.
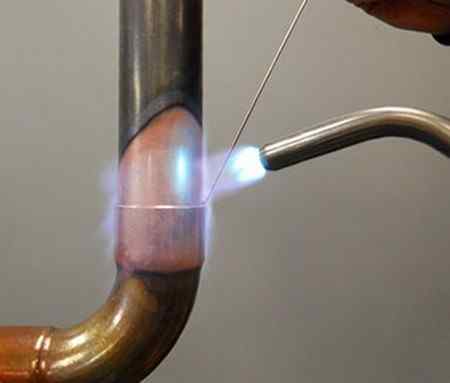
În primul rând, ar trebui să pregătiți fluxul, deoarece curăță metalul de oxizi și protejează locul de lipit de accesul la oxigen. Flux tratează capătul țevii și piesa de legătură, în acest caz un fiting.
Apoi, conducta este conectată la fiting, iar joncțiunea este încălzită cu un arzător cu gaz sau fier de lipit. În timpul încălzirii, lipitura se topește și în stare lichidă pătrunde în toate cavitățile libere ale îmbinării. Lipitura trebuie distribuită uniform pe îmbinare, iar țeava cu fiting trebuie lăsată deoparte până se răcește.
Lipirea tare se realizează în aceeași secvență, dar cu o temperatură de încălzire a lipirii mai mare.
Lipituri pentru lipirea cuprului
Piața construcțiilor oferă mai multe opțiuni lipire pentru lipire conducte de cupru. Există o părere că lipiturile moi, constând din cositor cu diferite tipuri de aditivi, nu pot asigura fiabilitatea îmbinărilor de lipit. În ciuda faptului că acest lucru nu este în întregime adevărat, puteți juca în siguranță și puteți alege lipirea cu adaos de argint.
Pentru lipirea la temperatură înaltă, este destinată lipirea tare cupru-fosfor, care oferă o mai mare fiabilitate a lipirii. Lipirea la temperatură înaltă este utilizată la îmbinarea țevilor conductelor principale, unde căderile de presiune sunt acceptabile.
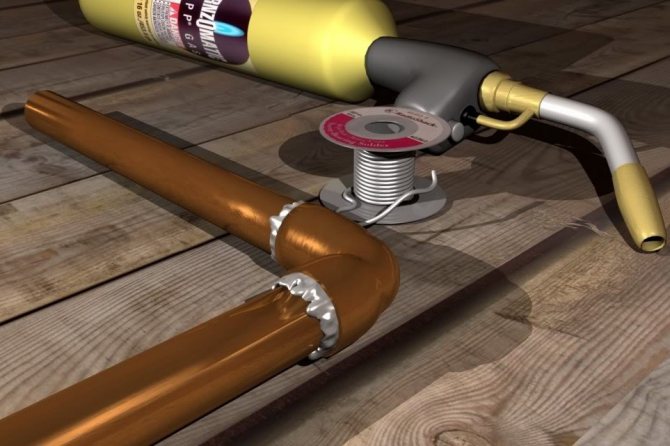
Torte cu gaz pentru lipit
Începând instalarea independentă a conductei, este necesar să alegeți instrumentele și echipamentele potrivite pentru lipirea țevilor de cupru, acordând o atenție deosebită arzătorului. Arzatorul poate fi:
Arzatorul poate fi:
- Propan (utilizat, cel mai adesea, în volume mari de lucru).
- Cu amestec MAPP (amestec de gaz metilacetilenă-propadien-propan).
- Acetilenă.
- Oxigen.
Arzătoarele pe gaz pot fi echipate cu butelii detașabile de unică folosință sau cu o racordare a furtunului la un cilindru staționar.
Pentru instalarea unei conducte mici, este suficient un model cu un rezervor de gaz detașabil.
Acesta este tot ce trebuie să știți despre caracteristicile produselor de lipire din cupru. Având echipamentul și materialele necesare pentru lipirea țevilor de cupru, puteți monta independent o conductă de acasă care va dura mulți ani.










Reguli pentru funcționarea în siguranță a echipamentelor
Echipamentul buteliilor de gaz, dacă este utilizat incorect, poate deveni o sursă de explozie gravă sau incendiu.
Când efectuați lucrări de sudare, asigurați-vă că utilizați echipament individual de protecție: ochelari de protecție, mănuși, încălțăminte specială.

Înainte de a începe lucrul, trebuie să inspectați cu atenție echipamentul pentru deteriorări. Dacă echipamentul este murdar, asigurați-vă că îndepărtați murdăria
Este posibil să lucrați cu butelii de propan numai în zone bine ventilate, în timp ce temperatura aerului nu trebuie să fie sub 0 ° C.
Absolut interzis:
- Lucrați în apropierea flăcărilor deschise.
- Țineți cilindrul înclinat când lucrați.
- Puneți vasele sub soare.
- Efectuați lucrări fără cutie de viteze.
- Încălziți cutia de viteze peste o flacără deschisă.
În plus, dacă simți miros de gaz, trebuie să încetezi imediat lucrul și să închizi robinetul de pe cilindru. De asemenea, vă recomandăm să vă familiarizați cu principalele cauze ale exploziei buteliilor de gaz.
Lucrând fără echipament individual de protecție, puteți fi ars, nu numai de la flăcări deschise, ci și de la contactul accidental cu părțile fierbinți.
Dacă arzătoarele de casă considerate nu sunt potrivite pentru dvs., vă recomandăm să vă familiarizați cu alte opțiuni de realizare a produselor de casă utile discutate în articolele noastre - un arzător cu pistol și un arzător pentru sobă de saună.
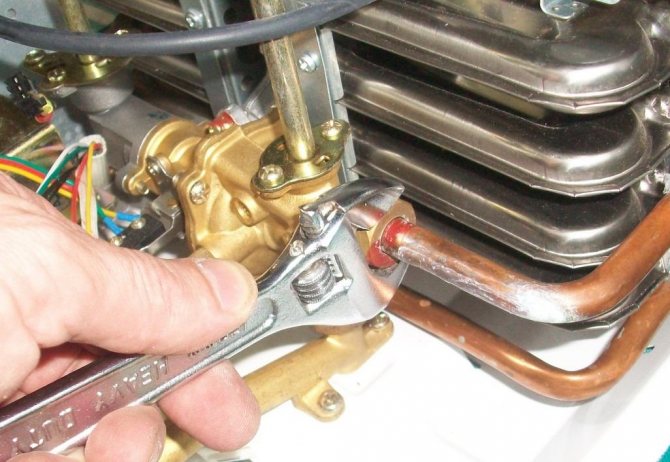
Cum să lipiți țevile
Înainte de a începe munca, trebuie să pregătiți comunicările pentru expunere. Sudarea conductelor se realizează pe secțiuni mici ale sistemelor de canalizare, deci trebuie să tăiați conducta la o anumită dimensiune. Se curăță locul tăieturii, după care se face o teșitură acolo. Această operațiune va ajuta la facilitarea conexiunii ramurilor de încălzire și răcire la fitinguri.
Fotografie - instrucțiuni pas cu pas
Pentru instalarea materialelor recoapte, va trebui să utilizați așa-numitul expandator de țevi. Acest instrument este necesar pentru instalarea pe fitinguri cu diametru nestandard. Există dispozitive de diferite diametre, aproape de până la 110 mm.
Instrucțiuni pas cu pas cum să lipiți țevi de cupru staniu:
Conform SNiP, diametrul nominal trebuie să fie întotdeauna mai mic decât fitingul;
Prelucrarea la temperatură ridicată a îmbinărilor începe abia după îndepărtarea acestora. Fitingurile și țevile trebuie curățate cu o perie și, dacă este necesar, frecate cu șmirghel. In functie de stocarea comunicatiilor, se recomanda si tratarea rosturilor acestora cu alcool pentru degresare;
În continuare, se aplică un strat subțire de pastă de flux pe locul unde vor fi lipite țevile de cupru și se vor instala fitingurile care vor fi instalate pentru a conecta părțile comunicației;
Acum arzătorul se aprinde la temperatura dorită. Lipirea trebuie efectuată exact de-a lungul marginii îmbinărilor, iar locul în care se îmbină fitingul trebuie încălzit cu o torță.Pentru sudarea comunicațiilor sanitare, cel mai convenabil este să lucrați cu tablă, deoarece este absorbită în metal și puteți economisi timp la încălzirea îmbinărilor;
Este necesar să lipiți țevile nu mai mult de 20 de secunde, deoarece temperatura maximă a arzătorului este de peste 1000 de grade. Atenție, în unele condiții este necesară sudarea la temperatură joasă, așa că este indicat să știți ce tip de țevi aveți;
După ce se efectuează asamblarea canalizării
Este foarte important să nu porniți imediat apa în linii, altfel conexiunea nu va avea timp să se răcească și va fi acoperită cu fisuri - acest lucru va afecta negativ etanșeitatea conexiunii. Timpul mediu de răcire a cuprului este de la 30 de minute la două ore.
Pentru sudarea țevilor de cupru cu o diferență mică de diametru se folosește tehnologia „lipire capilară”. Vă permite să conectați comunicații individuale cu un fier de lipit cu o diferență între ele de până la 0,5 mm. În acest caz, lipirea umple spațiul dintre țevi. Acest lucru permite instalarea sistemului fără cusătură. Tehnica folosește lipituri dure, care au o funcție de protecție îmbunătățită.
O mare parte din succesul lipirii depinde de tipul de lipit utilizat. Cel mai adesea, țevile de cupru sunt sudate cu argint, alamă și cositor, care au debite mari. Mai rar, lucrul se face cu aluminiu.
Puteți cumpăra imediat nu numai o mașină pentru lipirea țevilor de cupru, ci și un set de expansoare și fitinguri care vor fi necesare pentru cablarea canalizării fără un instalator profesionist. Înainte de a începe munca, vă sfătuim să urmați o pregătire în tehnologie sau cel puțin să urmăriți videoclipul.










Metode de lipire a pieselor de cupru
Pentru a conecta țevile de cupru, se folosesc doar două metode de lipire.Fiecare este utilizat conform specificațiilor și caracteristicilor piesei. Lipirea țevilor de cupru este împărțită în:
- La temperaturi ridicate, se numește altfel „solid”. Indicatorul de temperatură în acest mod atinge 900 °. Lipirea refractară vă permite să produceți o cusătură cu indicatori de înaltă rezistență, această metodă este utilizată la fabricarea conductelor supuse sarcinilor mari.
- Procesul de lipire moale se realizeaza la temperaturi incepand de la 130 °, se foloseste in aplicatii casnice cand se lucreaza cu tevi cu diametrul de pana la 1 cm Tehnologia presupune imbinare prin andocare, pretratare cu pasta de flux.
În timpul lucrului, este important să nu uităm că puterea flăcării emisă de arzător poate ajunge la 1000 de grade. Prin urmare, prelucrarea îmbinărilor nu trebuie efectuată mai mult de 20 de secunde.
Când este încălzită, lipitura moale începe să se topească și să umple îmbinarea.
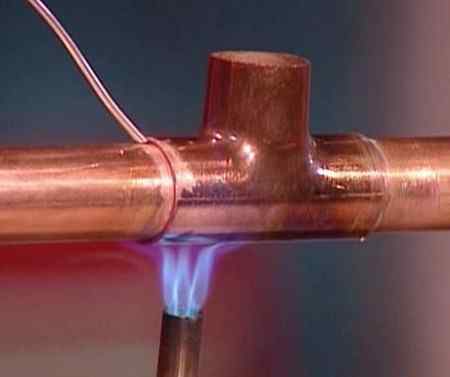
Caracteristicile compușilor la temperatură înaltă
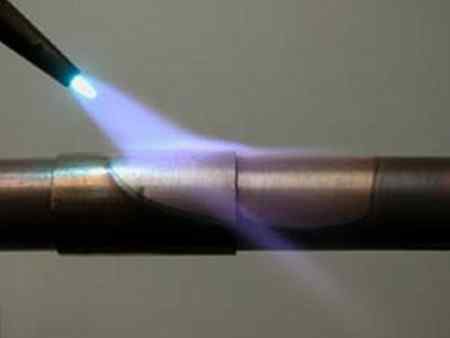
În metoda de lipire la temperatură înaltă, metalul este ars la 700 ° C și mai sus, ceea ce contribuie la înmuierea metalului. Pentru lipire se folosesc echipamente cu flacără care sunt capabile să topească lipituri dure. Lipitura constă din compoziția lor de cupru-fosfor, este produsă sub formă de tije. Procesul de lipire a țevilor de cupru nu implică utilizarea fluxului, urmând succesiunea acțiunilor, este posibilă umplerea corectă a îmbinării.
Conexiune conductă de cupru de înaltă temperatură
Procesul începe când tija de lipit se topește, etapele de lucru sunt:
- după asamblare, cusătura de îmbinare se încălzește;
- lipirea în stare solidă este furnizată la joncțiune, a cărei înmuiere este realizată de un arzător cu gaz;
- când se confirmă vizual că lipirea este aplicată pe metal, conducta trebuie rotită, andocarea trebuie verificată de-a lungul întregului perimetru.
Principalele avantaje ale acestei metode sunt rezistența ridicată a îmbinării țevilor de cupru, dacă este necesar, este posibil să se schimbe diametrul conexiunii cu o latură mai mică. Temperaturile ridicate în timpul funcționării nu pot distruge cusătura. Lipirea dură necesită anumite abilități; supraîncălzirea este posibilă în timpul funcționării, ceea ce duce la distrugerea metalului.
Lipirea
Fiecare proces necesită o abordare responsabilă a realizării muncii. Pentru încălzire, se folosește un arzător cu propan sau pe benzină atunci când se utilizează lipire moale prin îmbinarea țevilor de cupru
Este important de știut că un arzător cu aprindere piezo va reduce semnificativ timpul de funcționare; achiziționarea de modele scumpe fără această funcție nu este recomandabilă.
Proces tehnologic
În acest proces, este important să folosiți accesorii de înaltă calitate, pasta de flux joacă un rol important în conexiune. Acoperirea uniformă a pieselor de țeavă de cupru se realizează cu o perie moale, după aplicare, excesul este îndepărtat cu o cârpă
Temperatura arzătorului poate ajunge la 900 de grade, la lipire este important să nu supraexpuneți produsul, altfel se va produce supraîncălzirea.
Măsuri de siguranță la lipirea țevilor de cupru
Conductele de cupru sunt folosite ca conductoare de fluide cu proprietăți anticorozive bune. Instalarea țevilor de cupru nu poate fi efectuată pentru a furniza apă potabilă de la robinet. Cuprul intră în contact cu clorul, care este adăugat pentru purificarea apei, și poate forma substanțe dăunătoare organismului uman.Pentru sursele arteziene, fântânile nu sunt periculoase de utilizat.










Lipirea cuprului cu mănuși
Este important să folosiți instrumente de înaltă calitate, să lucrați cu mănuși și să monitorizați starea echipamentului. Conductivitatea termică a metalului este destul de mare, atunci când unul dintre noduri este încălzit și nu sunt respectate măsurile de siguranță, este posibil să se producă arsuri
O cusătură de înaltă calitate poate fi obținută în absența factorilor externi sub formă de încărcări până când îmbinarea se răcește complet.
Instrucțiuni de lipire moale
Atenție: marginea țevii și țeava în sine trebuie să fie perfect plane și drepte - calitatea prinderii pieselor va depinde de acest lucru, de aceea cel mai bine este să folosiți un tăietor de țevi pentru a tăia țevi
- Folosind un expansor de țeavă, măriți diametrul fitingului, cu ajutorul unui teșitor, curățați marginile țevii.
- Lustruiți interiorul fitingului cu o perie, exteriorul țevii cu o perie.
- Cu o perie, aplicați pasta de lipit - flux - pe fiting și țeavă și atașați imediat piesele, evitând orice tip de contaminare.
- Utilizați o pistoletă de lipit pentru a încălzi ușor îmbinarea, deplasându-vă pe întregul plan. Criteriul pentru o bună încălzire este schimbarea culorii pastei.
- Finalizați încălzirea pieselor de îmbinat, aplicați lipire pe toată suprafața îmbinării. Firul de lipit nu trebuie atins cu o flacara de arzator: lipitul trebuie sa se topeasca pe suprafata de cupru a conductei, tocmai de la temperatura acesteia fara interventia focului.
- Așteptați răcirea naturală a îmbinării - fără niciun mijloc de răcire.
- Asigurați-vă că îndepărtați pasta rămasă din țevi cu un burete umed. Efectul său este necesar numai la lipire: distruge stratul protector al bazei de cupru.
Atenție: piesele în timpul lipirii și temporar după aceasta trebuie să fie bine fixate, deoarece țevile de cupru pot fi lipite doar în poziție staționară. Îmbinarea la locul de fixare a pieselor trebuie să fie etanșă și uniformă.
Va fi posibil să se verifice rezultatul numai atunci când în conductă este activată o presiune suficientă a apei, dar dacă lipirea a mers bine, fiabilitatea conexiunii nu scade în niciun fel din cauza temperaturii apei, a posibilelor scăderi de presiune sau din când în când. timp
Îmbinarea la locul de fixare a pieselor trebuie să fie etanșă și uniformă. Va fi posibil să se verifice rezultatul numai atunci când în conductă este activată o presiune suficientă a apei, dar dacă lipirea a mers bine, fiabilitatea conexiunii nu scade în niciun fel din cauza temperaturii apei, a posibilelor scăderi de presiune sau din când în când. timp.
Fixarea țevilor de cupru cu alte materiale
Există mai multe nuanțe importante asociate cu posibilitățile de conectare a structurilor de cupru cu produse din alte metale:
- Fixarea cuprului și a oțelului galvanizat poate afecta negativ starea conductei din oțel galvanizat: reacțiile chimice dintre zinc și cupru duc la distrugerea celui dintâi.
- Elementele de fixare din cupru cu oțel, plastic și alamă sunt sigure și nu corodează metalele.
Prin urmare, dacă este necesară fixarea țevilor de cupru și zincate, atunci se poate face numai cu ajutorul unui fiting din alamă și numai într-o singură direcție: prin circulația apei de la țeava galvanizată la țeava de cupru.
Țevile de cupru sunt atașate la țevile din plastic sau oțel numai cu fitinguri de împingere din alamă.Fixarea principală a sistemului are loc folosind inelul de strângere și piulița de strângere a fitingului: sunt înșurubate cu numărul standard de spire indicat în suportul tehnic al fitingului și trebuie verificate periodic în timpul funcționării pentru eventuale scurgeri. sau afânare.
Mituri despre conductele de cupru
Din cauza lipsei de obișnuință a cuprului ca material pentru gaz, alimentare cu apă și sisteme de încălzire, consumatorul casnic modern are o oarecare neîncredere în acest metal. Există două mituri:
- Conductele de cupru sunt periculoase atunci când intră în contact cu apa clorurată. Desigur, cuprul, declanșând o reacție cu elemente de clor, se oxidează, dar pelicula care apare în interiorul conductei, dimpotrivă, protejează conductele de diferite acțiuni chimice și este absolut sigură pentru corpul uman.
- Conductele de cupru sunt costisitoare și nepractice, în ciuda costului ridicat. Impracticabilitatea se explică prin oxidarea probabilă a părții exterioare a țevilor, în timp ce în interior țevile de cupru sunt și ele oxidate, dar sunt complet imune la coroziune. Prețul mai scump al țevilor de cupru este mai mult decât acoperit de durabilitatea materialelor și de ușurința instalării de la tine.
Dar astfel de mituri pot fi distruse doar prin ani de practică. Nu degeaba acest metal a fost folosit în sistemele sanitare cu câteva secole în urmă, iar până în prezent, cuprul are o binemeritată recunoaștere în țările europene. Datorită ușurinței instalării și calității materialelor, țevile de cupru pentru instalațiile sanitare casnice sunt mai de preferat și cu siguranță își vor găsi noi admiratori la noi.





![Lipirea țevilor de cupru de la sine [alegerea unei torțe, video, sfaturi]](https://fix.housecope.com/wp-content/uploads/8/0/1/801490b7bbbfe2c416281ada3dc007be.jpeg)




Cum să alegi lipirea potrivită?
Lipirea selectată corect va ajuta la organizarea unui sistem de comunicare de orice complexitate, fără prea mult efort. Când vine vorba de lucrul acasă, ar trebui să folosești un material care se topește la temperaturi scăzute.
Utilizarea elementelor de topire dură la temperatură înaltă în viața de zi cu zi este problematică, deoarece necesită încălzirea aliajului de lucru la 600-900 de grade. A realiza acest lucru fără echipament special este destul de dificil.
Lipirea cuprului alimentar poate fi efectuată cu lipituri speciale care nu conțin elemente toxice, otrăvitoare și agresive care pot dăuna sănătății
Utilizarea metalelor și a derivaților acestora care se topesc la temperaturi ridicate este asociată cu un anumit risc. În timpul procesării, acestea pot deteriora sau chiar arde printr-o țeavă de cupru cu pereți subțiri.
Pentru a preveni acest lucru, este logic să luați o lipire moale puternică, dar cu punct de topire scăzut și să lăsați versiunea solidă pentru comunicații cu pereți groși.
Atunci când nu sunt de așteptat încărcături grele pe sistem, nu este necesar să utilizați lipire dură, cu excepția cazului în care se cere altfel. În principalele complexe de uz casnic, lipiturile moi din aliaj ușor sunt suficiente pentru a crea o conexiune fiabilă.
Pentru a conecta conductele de cupru în rețelele de gaz, merită să alegeți lipituri care conțin argint. Acestea oferă rezistență maximă a articulațiilor, neutralitate la vibrații și rezistență ridicată la influențele externe și interne.
Plata argintului va costa puțin mai mult, dar securitatea, fiabilitatea și durabilitatea sistemului vor plăti toate costurile financiare în timp.
Conexiuni sertizate de înaltă presiune
Progresele în tehnologia de sertizare de lipire și în dezvoltarea materialelor pentru inele O au făcut posibilă aplicarea serturilor de lipire la sistemele de înaltă presiune. Cu toate acestea, sistemele de înaltă presiune necesită configurații ușor diferite ale fălcilor de presare.
Rezultatul producerii nodului de conectare folosind tehnica de sertizare dublă la 360º
Lipirea conexiunilor de sertizare pentru conducte de gaz comprimat de joasă presiune, proces și non-medical utilizează o singură formă de sertizare hexagonală standard.
Lipirea la presiune mai mare necesită utilizarea fitingurilor de presare special concepute și a fălcilor de strângere pentru a oferi o sertizare dublă la 360° pe fiting.
Metoda #4: Conexiune push-connect
O caracteristică distinctivă a metodei de asamblare push-in este că nu sunt necesare unelte suplimentare, arzătoare, gaze combustibile speciale sau electricitate pentru instalare. Ansamblul push-in este asigurat de o etanșare integrată din elastomer și un inel de prindere din oțel inoxidabil.
Convenabil din toate punctele de vedere și destul de practic pentru funcționare, metoda de asamblare a ansamblului prin introducere prin apăsare (push-connect)
Intervalele tipice de presiune și temperatură pentru ansamblurile push-in sunt prezentate în tabel:
| Tip de asamblare | Interval de presiune, kPa | Interval de temperatură, ºC |
| Introducere push-in, D = 12,7 – 50,8 mm | 0 – 1375 | minus 18 / plus 120 |
Există două tipuri comune de fitinguri pentru acest tip de ansamblu. Ambele opțiuni creează ansambluri de noduri puternice și fiabile.Cu toate acestea, în timp ce un tip de fiting cu închidere permite ca ansamblul să fie ușor îndepărtat după instalare, cum ar fi pentru întreținerea sistemului, celălalt nu acceptă această configurație. Aceste armături de moment diferă unele de altele.








Tipuri de fitinguri pentru conexiuni push-in: în stânga - un design pliabil; dreapta - design neseparabil
Înainte de asamblarea ansamblului, este necesar să se efectueze toate procedurile pregătitoare cu conducta de cupru, așa cum este deja descris mai sus.
Aici, o atenție deosebită trebuie acordată curățării capătului teșit al țevii de cupru cu șmirghel, cârpă abrazivă din nailon sau cârpă sanitară. Aceste acțiuni asigură integritatea garniturii de etanșare în momentul introducerii țevii de cupru în corpul fitingului.
Asamblarea presupune executarea unei miscari rigide de impingere, concomitent de rasucire indreptata in corpul fitingului. Mișcarea țevii de cupru în interiorul fitingului se realizează până când țeava de cupru se sprijină pe spatele cupei fitingului. Acest moment este de obicei indicat printr-un semn făcut anterior al adâncimii de inserție pe suprafața cuprului.
Cu ajutorul informațiilor: Cooper