
- Conexiuni sertizate de înaltă presiune
- Metoda #4: Conexiune push-connect
- Alte opțiuni de lipit: lucrul cu țevi de cupru și diferite metale
- Nuanțele lipirii țevilor de cupru: cum se face corect
- Cum să lipiți firul de cupru la aluminiu
- Cum să lipiți cuprul și oțelul inoxidabil
- Lipirea cuprului cu fier - este posibil
- Tehnologia lipirii produselor din cupru
- Tăiați articolul la lungimea necesară
- Aplicați flux pe suprafața țevii
- Conectarea pieselor înainte de lipire
- Formarea îmbinărilor în timpul lipirii la temperaturi scăzute
- Formarea cusăturilor la lipirea la temperatură ridicată
- Tipuri de conducte de cupru
- Ce este necesar pentru lipirea țevilor de cupru
- Consumabile și unelte
- Lipire și flux
- Arzător
- Materiale conexe
- Acolo unde se aplică
- 3 Cum să lipiți țevile de cupru?
- Montarea conductelor de cupru
- Asamblarea conductei cu fitinguri
- Instrumente și materiale
- instrucțiuni de asamblare
Conexiuni sertizate de înaltă presiune
Progresele în tehnologia de sertizare de lipire și în dezvoltarea materialelor pentru inele O au făcut posibilă aplicarea serturilor de lipire la sistemele de înaltă presiune. Cu toate acestea, sistemele de înaltă presiune necesită configurații ușor diferite ale fălcilor de presare.
Rezultatul producerii nodului de conectare folosind tehnica de sertizare dublă la 360º
Lipirea conexiunilor de sertizare pentru conducte de gaz comprimat de joasă presiune, proces și non-medical utilizează o singură formă de sertizare hexagonală standard.
Lipirea la presiune mai mare necesită utilizarea fitingurilor de presare special concepute și a fălcilor de strângere pentru a oferi o sertizare dublă la 360° pe fiting.
Metoda #4: Conexiune push-connect
O caracteristică distinctivă a metodei de asamblare push-in este că nu sunt necesare unelte suplimentare, arzătoare, gaze combustibile speciale sau electricitate pentru instalare. Ansamblul push-in este asigurat de o etanșare integrată din elastomer și un inel de prindere din oțel inoxidabil.
Convenabil din toate punctele de vedere și destul de practic pentru funcționare, metoda de asamblare a ansamblului prin introducere prin apăsare (push-connect)
Intervalele tipice de presiune și temperatură pentru ansamblurile push-in sunt prezentate în tabel:
| Tip de asamblare | Interval de presiune, kPa | Interval de temperatură, ºC |
| Introducere push-in, D = 12,7 – 50,8 mm | 0 – 1375 | minus 18 / plus 120 |
Există două tipuri comune de fitinguri pentru acest tip de ansamblu. Ambele opțiuni creează ansambluri de noduri puternice și fiabile. Cu toate acestea, în timp ce un tip de fiting cu închidere permite ca ansamblul să fie ușor îndepărtat după instalare, cum ar fi pentru întreținerea sistemului, celălalt nu acceptă această configurație. Aceste armături de moment diferă unele de altele.
Tipuri de fitinguri pentru conexiuni push-in: în stânga - un design pliabil; dreapta - design neseparabil
Înainte de asamblarea ansamblului, este necesar să se efectueze toate procedurile pregătitoare cu conducta de cupru, așa cum este deja descris mai sus.
Aici, o atenție deosebită trebuie acordată curățării capătului teșit al țevii de cupru cu șmirghel, cârpă abrazivă din nailon sau cârpă sanitară. Aceste acțiuni asigură integritatea garniturii de etanșare la momentul introducerii. țeavă de cupru în corpul fitingului
Asamblarea presupune executarea unei miscari rigide de impingere, concomitent de rasucire indreptata in corpul fitingului. Mișcarea țevii de cupru în interiorul fitingului se realizează până când țeava de cupru se sprijină pe spatele cupei fitingului. Acest moment este de obicei indicat printr-un semn făcut anterior al adâncimii de inserție pe suprafața cuprului.
Cu ajutorul informațiilor: Cooper
Alte opțiuni de lipit: lucrul cu țevi de cupru și diferite metale
Lipirea țevilor de cupru necesită o anumită experiență în acest tip de lucru. Prin urmare, dacă un maestru de acasă întreprinde o astfel de muncă pentru prima dată, merită să exersați în prealabil, pentru a nu reface de mai multe ori linia de alimentare cu apă sau de încălzire deja terminată. Tuburile de cupru pot fi lipite atât cu lipire dură (folosind un arzător cu gaz) cât și cu aliaje moi. În al doilea caz, pentru țevile de cupru, este indicat să folosiți un fier de lipit cu ciocan de mare putere.
 Lipirea precisă și de înaltă calitate este cheia durabilității conexiunii
Lipirea precisă și de înaltă calitate este cheia durabilității conexiunii
Nuanțele lipirii țevilor de cupru: cum se face corect
Ca flux pentru lipirea țevilor de cupru, cel mai bine este să utilizați colofoniu. Se aplică în strat uniform pe suprafețele exterioare ale țevii, după care se montează fitingul pe aceasta. Pe reversul ei este montată a doua parte a autostrăzii. Apoi, fitingul este încălzit cu un arzător cu gaz și lipirea este „montată” de-a lungul cusăturilor.Sub influența temperaturii ridicate, se topește, umplând cusătura și creând o conexiune strânsă de înaltă calitate.
 Uneori trebuie să faci fără fitinguri
Uneori trebuie să faci fără fitinguri
Lipirea țevilor de cupru cu propriile mâini nu este prea dificilă, dar această lucrare necesită grijă și precizie. Desigur, în cuvinte, nu totul poate fi explicat inteligibil, așa că aducem în atenția Dragului Cititor un videoclip despre cum să lipiți cuprul cu un arzător pe gaz, din care totul va deveni mai clar.
 Urmărește acest videoclip pe YouTube
Urmărește acest videoclip pe YouTube
După ce s-a ocupat de întrebarea cum să lipiți țevile de cupru acasă, puteți trece la următoarea problemă, și anume lipirea metalelor neidentice (cupru cu aluminiu, fier sau oțel inoxidabil).
Cum să lipiți firul de cupru la aluminiu
Lipirea aluminiului cu cupru este un proces destul de complicat. Trebuie remarcat faptul că aceeași lipire este cu greu potrivită pentru aluminiu ca și pentru cupru și invers. Este mult mai ușor să potriviți aceste metale folosind un manșon de oțel. Deși astăzi producătorul oferă lipituri și fluxuri speciale în astfel de scopuri, costul acestora este semnificativ, ceea ce duce la neprofitabilitatea unei astfel de lucrări.

Întreaga problemă constă în conflictul dintre cupru și aluminiu. Au refractaritate, densitate diferită. În plus, aluminiul, atunci când interacționează cu cuprul, începe să se oxideze puternic. Acest proces este mai ales accelerat atunci când un curent electric trece prin conexiune. Prin urmare, dacă este necesar conexiuni de fire de cupru și aluminiu cel mai bine este să folosiți blocuri terminale cu autoblocare WAGO, în interiorul cărora există pasta de contact Alyu Plus. Ea este cea care îndepărtează oxidul din aluminiu, previne apariția lui ulterioară și promovează contactul normal cu conductorii de cupru.









După ce v-ați dat seama cum să lipiți cuprul cu aluminiu, puteți trece la metale mai dure.
 Uneori o astfel de conexiune este indispensabilă
Uneori o astfel de conexiune este indispensabilă
Cum să lipiți cuprul și oțelul inoxidabil
La lipirea cuprului cu oțel inoxidabil, nici măcar materialul de lipit în sine nu joacă un rol important, ci unealta folosită, deși mult depinde de consumabile. Cele mai acceptabile materiale în acest caz sunt:
- lipit cupru-fosfor;
- argint cositor (Castolin 157);
- inginerie radio.
Unii meșteri susțin că, cu o abordare corectă a muncii, chiar și cea mai comună lipire pe bază de cositor și plumb va funcționa. Principalul lucru este utilizarea obligatorie a fluxului (borax, acid de lipit), încălzire temeinică și numai după aceea lipire (lipire).
 Lipirea complexă a cuprului și a oțelului inoxidabil
Lipirea complexă a cuprului și a oțelului inoxidabil
Astfel de compuși sunt rari și, prin urmare, lipiturile specializate pentru astfel de scopuri sunt destul de scumpe.
Lipirea cuprului cu fier - este posibil
Această opțiune este posibilă, dar în anumite condiții. De exemplu, un arzător simplu cu propan nu mai este potrivit ca încălzitor. Trebuie să utilizați propan cu oxigen. Boraxul ar trebui folosit ca flux, dar alama va acționa ca un lipit. Doar în acest caz putem spera la un rezultat normal. Nu este dificil să cumpărați lipit pentru lipirea cuprului cu fier sau oțel inoxidabil. Principalul lucru este să înțelegeți dacă costurile suplimentare vor fi justificate.
 De asemenea, este posibilă lipirea țevilor din cupru și fier
De asemenea, este posibilă lipirea țevilor din cupru și fier
Și acum vă oferim să vedem cu câtă atenție meșterii pot efectua lucrări la lipirea țevilor de autostrăzi în diferite scopuri.
1 din 5





Tehnologia lipirii produselor din cupru
După pregătirea instrumentelor și materialelor, țevile sunt lipite, constând din următorii pași:
- tăierea semifabricatelor în segmente;
- degresarea și îndepărtarea oxizilor;
- andocarea elementelor;
- aplicarea lipirii pe linia de îmbinare.
Tăiați articolul la lungimea necesară
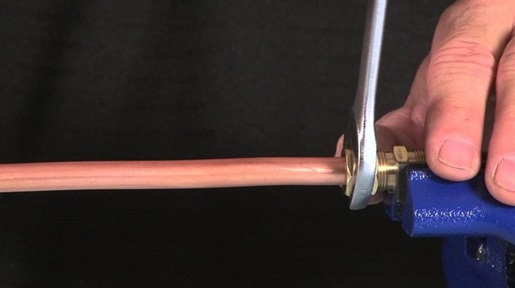
Sudarea țevilor de cupru începe cu marcarea conductei, care este apoi tăiată în elemente de lungimea dorită. La marcare, este necesar să se țină cont de marginea de lungime necesară pentru conectarea tuburilor după extinderea capătului. O unealtă de tăiere de mână permite strângerea țevii, iar apoi o rolă din carbură este rulată în jurul suprafeței exterioare a piesei de prelucrat. Pe măsură ce corpul țevii este tăiat, rola este presată cu un șurub de reglare, care vă permite să obțineți o tăietură uniformă.
Este permisă tăierea semifabricatelor cu un ferăstrău și un șablon special care asigură perpendicularitatea tăieturii. La tăiere, compresia țevii nu este permisă, deoarece ovalitatea suprafeței exterioare înrăutățește etanșeitatea îmbinării (datorită unei modificări a golului care nu va fi umplut cu lipire). Flash-ul rezultat este îndepărtat cu șmirghel și o perie metalică. Apoi, una dintre margini este tratată cu un expandator, care va crea o îmbinare etanșă cu rezistență crescută.
Aplicați flux pe suprafața țevii
Sudarea țevilor de cupru de către dvs. necesită îndepărtarea oxizilor de pe suprafața pieselor de îmbinat. Blankurile sunt șters cu un agent de degresare (de exemplu, acetonă), apoi se aplică un reactiv pe marginile îmbinate. Nu se recomandă utilizarea unei doze crescute de flux, substanța activă aplicat uniform intr-un strat subtire spre zona de conectare. Pentru aplicarea reactivului se folosește o pensulă, care nu lasă fibre la suprafață.
Conectarea pieselor înainte de lipire
După aplicarea fluxului, tuburile sunt conectate, se recomandă îmbinarea elementelor imediat după lubrifierea suprafeței (pentru a reduce riscul depunerii prafului). Părțile se rotesc unele față de altele atunci când sunt conectate, ceea ce permite distribuția fluxului și asigură o potrivire strânsă. Reactivul stors din îmbinare este îndepărtat cu o cârpă uscată; este interzisă păstrarea fluxului pe elementele din metale neferoase, deoarece începe distrugerea materialului.
Formarea îmbinărilor în timpul lipirii la temperaturi scăzute

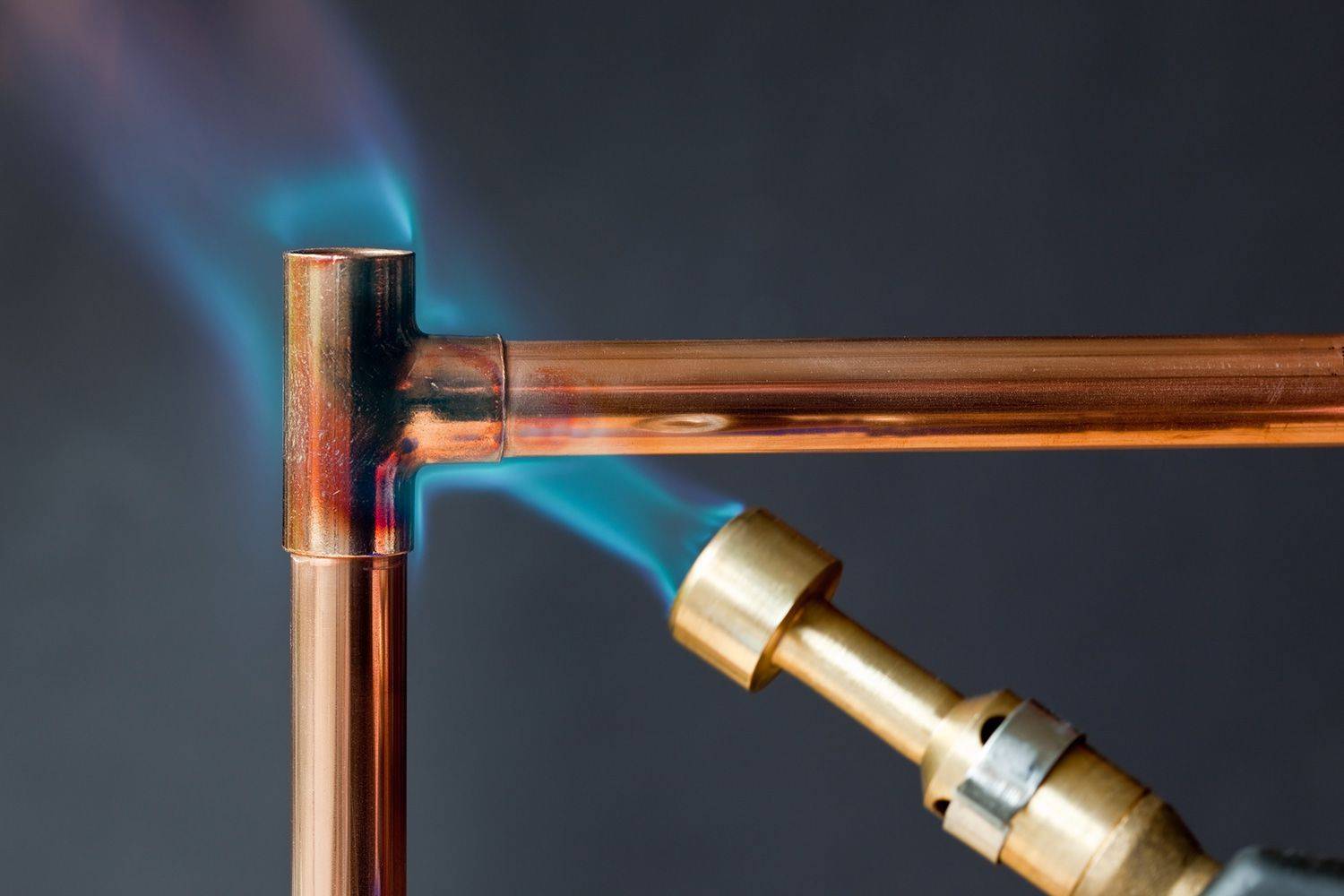
Tehnologia de joasă temperatură utilizează un flux proiectat pentru încălzirea redusă a structurii în timpul conexiunii. Lipirea tuburilor de cupru cu un arzător cu gaz asigură alimentarea unei torțe în zona de conectare, arzătorul se deplasează de-a lungul îmbinării, asigurând încălzirea uniformă a pieselor. Apoi, o bară de lipit este luată în mână, care este introdusă în golul dintre țevi. Metalul topit începe să se răspândească pe suprafețe, arzătorul este îndepărtat în lateral, lipirea umple îmbinarea datorită temperaturii țevii încălzite.










Formarea cusăturilor la lipirea la temperatură ridicată
Când se utilizează lipituri refractare, țevile sunt încălzite de un arzător la o temperatură ridicată. Arzătorul se deplasează de-a lungul zonei de îmbinare până când conducta este încălzită la o nuanță roșu vișiniu (corespunzător unei temperaturi de 750°C). Apoi, lipirea, preîncălzită de o flacără a arzătorului, este alimentată în joncțiune.
Lipitura se topește din contactul cu țevile încălzite, umplând uniform golul de montare. Nu este necesară aplicarea de lipit în exces, deoarece materialul va rămâne pe exteriorul conductei.După terminarea procedurii, este necesar să așteptați 2-3 minute, după ce temperatura îmbinării scade și lipirea cristalizează, reziduurile de flux sunt îndepărtate. Nu este necesară prelucrarea suplimentară a conexiunii.
Tipuri de conducte de cupru
Înainte de a fabrica conducta, trebuie să selectați piesele. Printre piesele achiziționate, există două tipuri:
- Necoace - elemente de înaltă rezistență cu un indice de ductilitate scăzut. Nu suferă tratament termic suplimentar după fabricare.
- Recoacete - elemente care suferă un tratament termic suplimentar. Se pastreaza la o temperatura de aproximativ 700 de grade Celsius. Materialul capătă un indice de plasticitate ridicat. Datorită tratamentului termic suplimentar, acestea devin mai rezistente la temperaturi critice.
Țevile de cupru variază în funcție de grosimea peretelui și de dimensiunea bobinelor în care sunt vândute. Potrivit GOST, acestea trebuie să fie făcute din cupru pur.
Ce este necesar pentru lipirea țevilor de cupru
Lipirea țevilor de cupru, care nu este dificil de realizat cu propriile mâini, nu necesită echipamente scumpe și materiale speciale. Pentru a-l implementa corect, veți avea nevoie de următoarele dispozitive.
Un arzător, datorită căruia lipirea și secțiunea de țeavă la care vor fi conectate vor fi încălzite. De regulă, unui astfel de arzător este furnizat gaz propan, a cărui presiune este reglată de un reductor de sudură.
Instrument special pentru tăierea țevilor de cupru. Deoarece produsele din acest metal sunt foarte moi, acestea trebuie tăiate suficient de ușor pentru a nu încreți pereții.Pe piața modernă sunt oferite tăietori de țevi de diferite modele, care diferă atât prin funcționalitatea, cât și prin capacitățile tehnice.
Designul modelelor individuale de astfel de dispozitive, ceea ce este important, le permite să fie utilizate chiar și pentru lucru în locuri greu accesibile.
Un expansor de țeavă este un dispozitiv care vă permite să extindeți diametrul unei țevi de cupru, care este necesar pentru o lipire mai bună. În diverse sisteme montate din conducte de cupru se folosesc elemente de aceeași secțiune, iar pentru a le conecta calitativ este necesară creșterea puțină a diametrului unuia dintre elementele conectate. Este această problemă pe care o rezolvă un astfel de dispozitiv precum un expandator de țevi.
Este această problemă pe care o rezolvă un astfel de dispozitiv precum un expandator de țevi.
Kit de evazare a țevilor de cupru
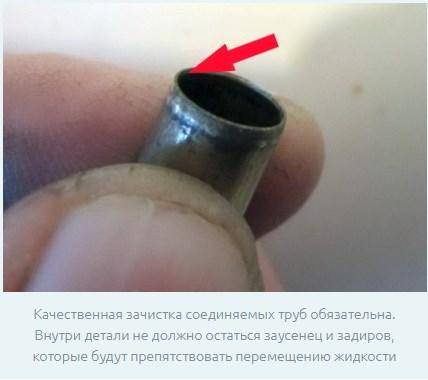
Dispozitiv pentru teșirea capetelor țevilor de cupru. După tăiere, pe capetele pieselor rămân bavuri, ceea ce poate interfera cu obținerea unei conexiuni de înaltă calitate și fiabile. Pentru a le îndepărta și a da capetelor țevilor configurația necesară, înainte de lipire se folosește un teșitor. Există două tipuri principale de dispozitive de teșire pe piață astăzi: plasate într-un corp rotund și realizate sub formă de creion. Mai convenabil de utilizat, dar și mai scumpe, sunt dispozitivele rotunde care pot prelucra țevi de cupru moale cu un diametru de cel mult 36 mm.
Pentru a pregăti corect țevile de cupru pentru lipire, este necesar să îndepărtați toate impuritățile și oxizii de pe suprafața lor. În aceste scopuri se folosesc perii și perii ai căror peri sunt din sârmă de oțel.
Lipirea țevilor de cupru se realizează de obicei cu lipire dură, care poate fi la temperatură ridicată și scăzută. Lipirea la temperatură înaltă este un fir de cupru care conține aproximativ 6% fosfor în compoziția sa. Un astfel de fir se topește la o temperatură de 700 de grade, în timp ce pentru tipul său de temperatură scăzută (sârmă de tablă), 350 de grade sunt suficiente.
Tehnologia de lipire a țevilor de cupru presupune utilizarea de fluxuri și paste speciale care îndeplinesc o funcție de protecție. Astfel de fluxuri nu numai că protejează cusătura formată de formarea de bule de aer în ea, ci și îmbunătățesc semnificativ aderența lipiturii la materialul țevii.
Pe lângă flux, lipire și alte elemente de bază, vor fi necesare instrumente suplimentare pentru lipirea țevilor de cupru, care pot fi găsite în fiecare atelier sau garaj. Pentru lipirea sau sudarea produselor din cupru, pregătiți suplimentar:
- marker obișnuit;
- ruletă;
- nivelul clădirii;
- o perie mică cu peri rigidi;
- un ciocan.
Înainte de a începe lucrul, este, de asemenea, important să decideți cum se lipi cuprul conducte. Pot exista două opțiuni principale: lipirea cuprului (utilizat mai puțin frecvent) și utilizarea lipirii moale. Când rezolvați această problemă, este important să pornim de la faptul că există cerințe pentru utilizarea unuia sau altui tip de lipit.
Deci, lipiturile dure sunt folosite pentru lipirea elementelor unităților frigorifice și a aparatelor de aer condiționat. În toate celelalte cazuri (sisteme de alimentare cu apă, sisteme de încălzire etc.), se poate folosi sârmă de tablă. Dar indiferent de tehnologia aleasă, trebuie amintit că fluxul este necesar în orice caz.
Când rezolvați această problemă, este important să pornim de la faptul că există cerințe pentru utilizarea unuia sau altui tip de lipit. Deci, lipiturile dure sunt folosite pentru lipirea elementelor unităților frigorifice și a aparatelor de aer condiționat.
În toate celelalte cazuri (sisteme de alimentare cu apă, sisteme de încălzire etc.), se poate folosi sârmă de tablă. Dar indiferent de tehnologia aleasă, trebuie amintit că fluxul este necesar în orice caz.

Perii pentru decuparea suprafeței interioare a unei țevi de cupru înainte de lipire
Consumabile și unelte
Pe lângă țevi și fitinguri, veți avea nevoie și de o torță, lipit și flux - pentru lipirea în sine. Și, de asemenea, un îndoit de țevi și câteva lucruri mici legate de prelucrare înainte de a începe lucrul.










Perie pentru decuparea fitingurilor din interior
Lipire și flux
Lipirea țevilor de cupru de orice tip are loc cu ajutorul fluxului și lipirii. Lipitura este un aliaj bazat de obicei pe staniu cu un anumit punct de topire, dar neapărat mai mic decât cel al cuprului. Este introdus în zona de lipit, încălzit la o stare lichidă și curge în îmbinare. După răcire, oferă o conexiune strânsă și durabilă.
Pentru lipirea de amatori a țevilor de cupru cu propriile mâini, sunt potrivite lipituri pe bază de staniu cu adaos de argint, bismut, antimoniu și cupru. Compușii cu adaos de argint sunt considerați cei mai buni, dar sunt cei mai scumpi, optimi cu aditiv de cupru. Există, de asemenea, cu adăugarea de plumb, dar nu ar trebui să fie folosite în instalații sanitare. Toate aceste tipuri de lipire asigură o bună calitate a cusăturii și o lipire ușoară.

Fluxul și lipirea sunt consumabile esențiale
Lipitura moale se vinde în role mici, lipirea tare se vinde în pachete, tăiată în bucăți.
Înainte de lipire, îmbinarea este tratată cu flux.Un flux este un agent lichid sau pastos care face ca lipirea topită să curgă într-o îmbinare. Nu există nimic special de ales aici: orice flux pentru cupru va fi potrivit. De asemenea, veți avea nevoie de o perie mică pentru a aplica fluxul. Mai bine - cu peri naturali.
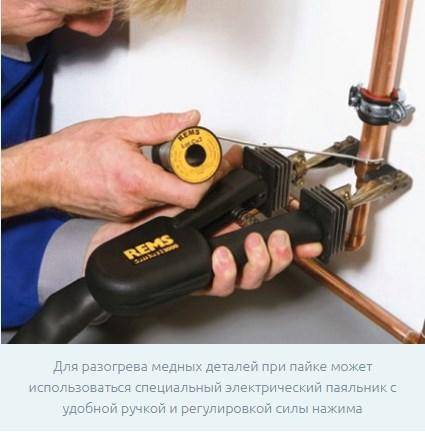
Arzător
Pentru a lucra cu lipire moale, puteți cumpăra o lanternă mică de mână cu o butelie de gaz de unică folosință. Acești cilindri sunt atașați de mâner, au un volum de 200 ml. În ciuda dimensiunilor mici, temperatura flăcării este de la 1100°C și mai mare, ceea ce este mai mult decât suficient pentru a topi lipitura moale.
La ce ar trebui să acordați atenție este prezența aprinderii piezo. Această funcție nu este de prisos - va fi mai ușor de lucrat
O supapă este amplasată pe mânerul unui arzător manual cu gaz. Reglează lungimea flăcării (intensitatea alimentării cu gaz). Aceeași supapă oprește gazul dacă arzătorul trebuie stins. Siguranța este asigurată de o supapă de reținere, care, în absența unei flăcări, va opri alimentarea cu gaz.

Lanternă de mână pentru lipirea țevilor de cupru
Unele modele au un deflector de flacără. Nu permite disiparea flăcării, creând o temperatură mai mare în zona de lipit. Datorită acestui fapt, arzătorul cu reflector vă permite să lucrați în cele mai incomode locuri.
Când lucrați la modele de uz casnic și semi-profesionale, trebuie să aveți grijă să nu supraîncălziți unitatea, astfel încât plasticul să nu se topească. Prin urmare, nu merită să faceți multă lipire la un moment dat - este mai bine să lăsați echipamentul să se răcească și să pregătiți următoarea conexiune în acest moment.
Materiale conexe
Pentru a tăia țevi de cupru, aveți nevoie de un tăietor de țevi sau de un ferăstrău cu o lamă de metal. Tăierea trebuie să fie strict verticală, ceea ce asigură un tăietor de țevi.Și pentru a garanta o tăiere uniformă cu un ferăstrău, puteți folosi o cutie obișnuită de oglindă de tâmplărie.

tăietor de țevi
La pregătirea țevilor, acestea trebuie curățate. Pentru a face acest lucru, există perii și perii metalice speciale (pentru curățarea suprafeței interioare), dar te poți descurca cu șmirghel cu granulație medie și fine.
Pentru a îndepărta bavurile din tăieturi, există teșituri. Țeava pe care au elaborat-o se potrivește mai bine în fiting - mufa sa este doar cu o fracțiune de milimetru mai mare decât diametrul exterior. Deci cea mai mică abatere duce la dificultăți. Dar, în principiu, totul poate fi eliminat cu șmirghel. Va dura doar mai mult timp.
De asemenea, este recomandabil să aveți ochelari de protecție și mănuși. Cei mai mulți artizani neglijează aceste măsuri de siguranță, dar arsurile sunt foarte neplăcute. Acestea sunt toate materialele și instrumentele necesare pentru lipirea țevilor de cupru.
Acolo unde se aplică
Lipirea cu lipituri dure se remarcă prin faptul că, atunci când este efectuată, zona de îmbinare a produselor trebuie încălzită la temperaturi de ordinul a 450 de grade sau mai mult.
Astfel de lipituri sunt numite refractare, iar conexiunea obținută cu ajutorul lor își păstrează caracteristicile de rezistență chiar și cu încălzire termică puternică.
 Spre deosebire de lipirea dură, lipirea moale implică utilizarea de consumabile la temperatură joasă care asigură aderență fiabilă la căldură mult mai mică (aproximativ 200-300 ℃).
Spre deosebire de lipirea dură, lipirea moale implică utilizarea de consumabile la temperatură joasă care asigură aderență fiabilă la căldură mult mai mică (aproximativ 200-300 ℃).
Ele, de regulă, sunt utilizate la lipirea produselor operate în condiții normale de temperatură și nu garantează păstrarea contactului cu încălzirea puternică.
Posibilitățile lipirii dure sunt utilizate pe scară largă în acele zone în care se cere obținerea unei cusături care, din punct de vedere al proprietăților sale de rezistență, ocupă o poziție intermediară între sudare și lipirea la temperatură joasă.
În același timp, se acordă o atenție deosebită menținerii structurii materialelor în zona de contact, care, după prelucrare, nu ar trebui să-și piardă caracteristicile originale. Îmbinările din carbură sunt cel mai adesea solicitate în următoarele situații:
Îmbinările din carbură sunt cel mai adesea solicitate în următoarele situații:
- producție de scule de tăiere a metalelor, freze cu plăcuțe de prelucrare din aliaje dure;
- la fabricarea containerelor și a vaselor realizate pe bază de metale neferoase și oțel inoxidabil;
- în atelierele de reparații auto (la repararea radiatoarelor și a elementelor individuale de transmisie), precum și în acele locuri în care utilizarea sudurii este extrem de nedorită;
- la instalarea și repararea țevilor din aliaje de cupru dur instalate în echipamente de refrigerare și schimb de căldură și care funcționează la temperaturi „critice” sau la presiune înaltă;
- pentru conectarea fiabilă și durabilă a obiectelor cu pereți subțiri și a pieselor care suferă sarcini crescute și deformații elastice în timpul funcționării.

Utilizarea tehnologiei de lipire dură asigură rezistența necesară a îmbinării rezultate și rezistența acesteia la supraîncălzire. În plus, metodele cu carbură sunt utilizate în repararea produselor din cupru sau alamă care sunt expuse la temperaturi ridicate în timpul funcționării.








Spre deosebire de materialele de lipire descrise mai sus, aplicațiile de lipire moale sunt limitate la condiții normale de funcționare.Această metodă este folosită cel mai adesea atunci când este necesar să se obțină o conexiune fiabilă a produselor și pieselor din materiale fuzibile care nu sunt supuse căldurii și deformării excesive.
Compozițiile de lipit de staniu-plumb, care au devenit larg răspândite, sunt deosebit de populare cu articularea „moale” a pieselor.
3 Cum să lipiți țevile de cupru?
Schema de instalare a unei conducte din produse din cupru este foarte simplă:
Cu ajutorul unui tăietor de țevi, tăiem țeava (ar trebui să fie așezată perpendicular pe dispozitivul de tăiere pentru a obține cea mai uniformă muchie) de lungimea de care avem nevoie.
Cu o perie cu peri de oțel, îndepărtăm bavurile din țeavă, iar cu o perie îi curățăm suprafețele
Vă rugăm să rețineți - este strict interzisă efectuarea acestor lucrări cu șmirghel cu granulație fină, deoarece particulele mici ale acestuia vor rămâne pe suprafața de cupru și vor reduce nivelul de aderență.
Extindem a doua bucată a produsului tubular la secțiunea necesară, astfel încât ambele segmente să intre liber unul în celălalt (în acest caz, ar trebui să rămână și un mic spațiu).
Curățăm (toate aceleași dispozitive) de murdărie și bavuri marginea produsului expandat.
Aplicăm un flux pe o țeavă de secțiune mai mică și îl distribuim cu o perie pe suprafață. Este imposibil să aplicați prea mult flux (sau să-l distribuiți neuniform), deoarece atunci când este încălzit, lipitul poate intra în conductă prin ea și poate forma picături înghețate acolo, care în timpul funcționării sistemului vor provoca zgomot la mișcarea apei.

După aceea, puteți conecta țevile (introduceți-le una într-una).În același timp, pentru a evita lipirea lipitului de țeavă, este necesar să îndepărtați excesul de flux cu o cârpă umedă. Următorul pas al procedurii este încălzirea compusului rezultat. Operația de încălzire comună se încheie în momentul în care fluxul devine argintiu.
Apoi, lipirea este adusă la îmbinare, care se topește din materialul țevii încălzite (toată lumea știe conductivitatea termică ridicată a cuprului) fără căldură de la arzător. Lipirea din cauza fenomenului capilar pătrunde între elementele conectate. Lipirea este finalizată atunci când pe suprafața produsului tubular apar picături de lipit.

După aceea, joncțiunea țevilor ar trebui să se răcească. În timpul răcirii, nu puteți exercita un efect mecanic asupra sistemului și nu puteți încerca să accelerați procesul. alimentare cu aer rece. Îmbinarea răcită în ultima etapă a lipirii este șters cu o cârpă înmuiată în apă. Acest lucru va asigura un aspect îngrijit al conductei, care va fi lipsită de reziduuri de lipire și flux.
Montarea conductelor de cupru
În procesul de instalare a sistemelor de instalații sanitare cu propriile mâini, devine adesea necesară conectarea țevilor de cupru cu produse fabricate din alte materiale. În sistemele de încălzire, alimentare cu apă rece și caldă, compușii de cupru cu oțel, plastic și alamă sunt siguri din punctul de vedere al apariției proceselor de coroziune. Dar contactul cuprului cu oțelul galvanizat este periculos pentru țevile galvanizate și duce la distrugerea acestora din cauza proceselor electrolitice. Pentru a evita defectarea conductei, este necesar să se realizeze conexiunea cu ajutorul și să se asigure că fluxul de apă este direcționat de la oțel la cupru.
Înainte de a începe lucrul, este necesar să pregătiți un instrument pentru instalarea țevilor de cupru într-un sistem de încălzire sau furnizarea de apă caldă sau rece.Pentru a face acest lucru, veți avea nevoie de: un tăietor de țevi sau un ferăstrău pentru metal, o pilă sau o racletă, în prezența secțiunilor de configurație complexă - un îndoit de țevi, un arzător cu gaz sau un pistol cu aer cald.
Conducte de cupru do-it-yourself începe cu secțiuni cu o lungime precalculată. Apoi, este necesar să debavurați părțile exterioare și interioare ale țevii, dacă este necesar, aliniați tăietura. Utilizarea unui îndoitor de țevi va preveni aplatizarea țevii și formarea de cute, care pot provoca o scădere a performanței conductei în aceste locuri.
Dacă diametrele țevilor nu depășesc 15 mm, atunci raza lor de îndoire trebuie să fie de cel puțin 3,5 diametre, iar dacă este mai mare de 15 mm, atunci patru diametre. La îndoirea manuală, o îndoire de înaltă calitate poate fi obținută numai cu o rază egală cu 8 diametre.
În ciuda rezistenței lor la coroziune, țevile de cupru, din cauza încălcărilor tehnologiei de fabricație, a lipirii necorespunzătoare și a contaminării severe a apei cu incluziuni abrazive, pot suferi o coroziune foarte periculoasă. Conducta corodează în locurile în care filmul de oxid este distrus. O modalitate de a evita acest proces este instalarea de filtre pe conductele de alimentare cu apă și încălzire.
Pe piața modernă a construcțiilor, țevile de cupru, datorită performanței lor unice, concurează cu succes cu produsele din oțel, plastic și metal-plastic, în ciuda costului lor ridicat.
Chiar și cu faptul că țevile din polimer sunt folosite din ce în ce mai des, produsele metalice sunt încă un mare succes. De regulă, cuprul, alama și oțelul sunt folosite ca metal.Pentru mai bine din punct de vedere al rezistenței la coroziune și la temperaturi ridicate, cuprul se distinge. De fapt, conexiunea conductelor de cupru va fi discutată în acest articol.
Chiar și în ciuda faptului că țevile de cupru se remarcă prin costul lor ridicat, având în vedere toate caracteristicile materialului, utilizarea lor este destul de justificată.
În primul rând, înainte de a conecta țevile de cupru, merită să decideți cum să le conectați, prin lipire sau altfel.
Asamblarea conductei cu fitinguri
Racordarea țevilor de cupru cu fitinguri se realizează exclusiv în locuri accesibile pentru inspecție. Această regulă se datorează faptului că conexiunea nu este complet etanșată și se pot forma scurgeri în timp.
Avantajul unei îmbinări filetate este că, dacă este necesar, reparațiile pot fi făcute fără efort suplimentar, deoarece conexiunea rezultată este detașabilă.
Instrumente și materiale
Pentru a asambla conducta, veți avea nevoie de următoarele materiale și instrumente:
- țevi de cupru cu diametru adecvat;
- conectarea fitingurilor de sertizare sau presare;

Dispozitive speciale pentru asamblarea conductelor
Tipurile și numărul de fitinguri sunt selectate în conformitate cu schema conductei.
- tăietor de țevi sau ferăstrău;
- îndoit țevi pentru țevi de cupru. Dispozitivul este folosit pentru a organiza o conductă cu mai puține conexiuni, ceea ce crește rezistența sistemului;
- pilă pentru prelucrarea țevilor după tăiere (înainte de îmbinare). În plus, puteți folosi șmirghel fin;
- Bandă FUM pentru etanșarea firelor. Pe langa banda FUM, puteti folosi si fir de in, fir Tangit Unilok sau orice alt material de etansare;
- cheie.
instrucțiuni de asamblare
Asamblarea de către dvs. a unei conducte de cupru folosind fitinguri se realizează în felul următor:
- tăierea țevilor pentru conductă. Lungimea fiecărei conducte trebuie să respecte pe deplin schema întocmită în timpul dezvoltării sistemului;
- îndepărtarea stratului izolator. Dacă țevile cu izolație sunt utilizate pentru un sistem de conducte echipat în orice scop, atunci stratul de izolație este îndepărtat pentru o conexiune puternică. Pentru a face acest lucru, secțiunea dorită este tăiată cu un cuțit și țeava este curățată;
- marginea tăiată se prelucrează cu pilă, șmirghel până se obține o suprafață netedă. Dacă la capătul țevii rămân bavuri, gropi sau alte nereguli, racordul se va dovedi a fi mai puțin etanș;

Decuparea țevii înainte de conectarea la fiting
- dacă este necesar, țevile sunt îndoite;
- pe conducta pregătită se pun o piuliță de îmbinare și un inel de compresie;

Montarea elementelor de montaj pentru racordare
- conducta este conectată la fiting. Inițial, strângerea se face manual, iar apoi cu o cheie. În timpul strângerii, virola etanșează complet conexiunea, eliminând nevoia de etanșanți suplimentari. Cu toate acestea, atunci când conectați o țeavă de cupru la o țeavă sau fiting dintr-un material diferit, este necesară etanșarea suplimentară cu bandă FUM.
Fixarea montajului
Este important să nu strângeți excesiv firele, deoarece cuprul moale se deformează ușor.



