
- Pregătirea pentru muncă
- Montaj țevi metal-plastic
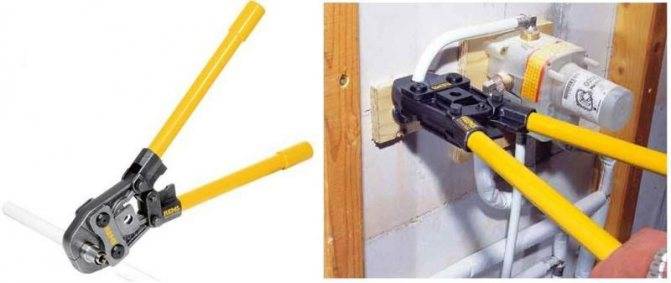
- Instrumente
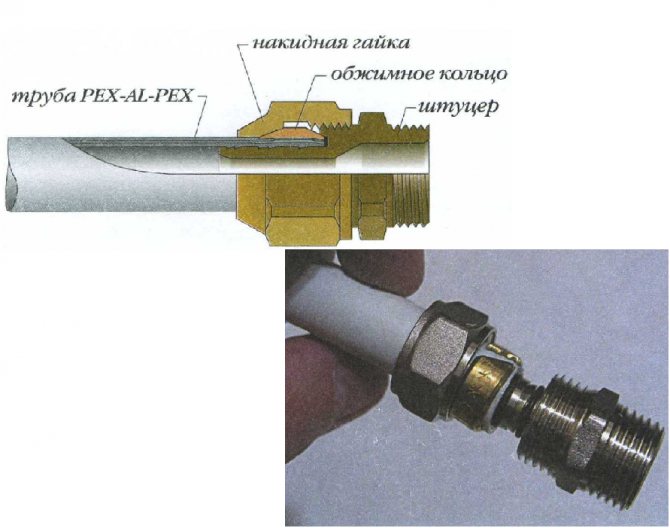
- Conexiune de compresie
- Apăsați conexiune
- Conexiune prin împingere
- montare pe perete
- Clasificarea potrivirii
- Lucrări pregătitoare înainte de presare
- Instructiuni de folosire
- Procesul de sertizare
- Ce este spălarea și presarea
- Instalare de țevi din metal-plastic
- Teste în blocuri
Pregătirea pentru muncă
Toate echipamentele de măsurare trebuie să fie verificate în prealabil de către un laborator de testare autorizat. Grupul hidraulic este conectat la conducta de presiune printr-un distribuitor de presiune de testare. Colectorul are o supapă de scurgere și un manometru. Manometrele sunt instalate la capătul și începutul conductei de presiune.
Înainte de testarea presiunii țevilor, toate supapele și porțile trebuie să fie închise.
Pregătirea pentru testarea presiunii conductei include următorii pași:
- Umplerea circuitului cu fluid de lucru;
- Umplerea conductei până când se creează acolo o presiune egală cu presiunea de testare;
- Conectarea instrumentelor și echipamentelor de testare la secțiunea dorită a autostrăzii.
Montaj țevi metal-plastic
Instalarea unei conducte din metal-plastic include mai multe etape:
- Pregatirea materialelor, sculelor.
- Instalarea conexiunilor.
- Testarea conductei finite.
Pregătirea materialului pentru toate tipurile de îmbinări este aceeași. Țevile trebuie tăiate conform proiectului. Când măsurați, luați în considerare suprapunerea lungimii pentru fiting.

Deoarece metal-plastic este vândut în bobine, materialul trebuie îndreptat înainte de instalare prin rularea țevii pe o suprafață plană. În primul rând, țeava trebuie înfășurată în mai multe straturi de cârpe.
Instrumente
Un set de instrumente pentru instalarea comunicațiilor metal-plastic depinde de fitingurile folosite pentru a conecta părțile conductei.
Pentru a asambla o conductă din țevi din metal-polimer, trebuie să aveți:
- tăietor de țevi sau ferăstrău pentru tăierea materialului;
- calibrator - pentru a extinde conducta și a da cercului proporții ideale;
- teșire - pentru teșire;
- șmirghel pentru a debavura marginile țevii;
- chei reglabile (sau chei);
- clești de presare pentru unele tipuri de conexiuni;
- uscător de păr de construcție sau dispozitiv de îndoire, cum ar fi nisipul.
Este de preferat să tăiați cu foarfece, dar puteți folosi și un ferăstrău sau un cuțit ascuțit.
Când marginile sunt pregătite pentru conectare, țeava este introdusă în fiting. Există mai multe tipuri de conectare a țevilor metal-plastic între ele sau cu o tranziție la un alt material:
- fitinguri de compresie;
- conexiune presa;
- împingere potrivire.
Conexiune de compresie
Conectarea țevilor metal-plastic folosind fitinguri de compresie este obișnuită și accesibilă pentru auto-asamblare. Astfel de noduri pot fi dezasamblate și reasamblate. Veți avea nevoie de 2 chei pentru instalare.
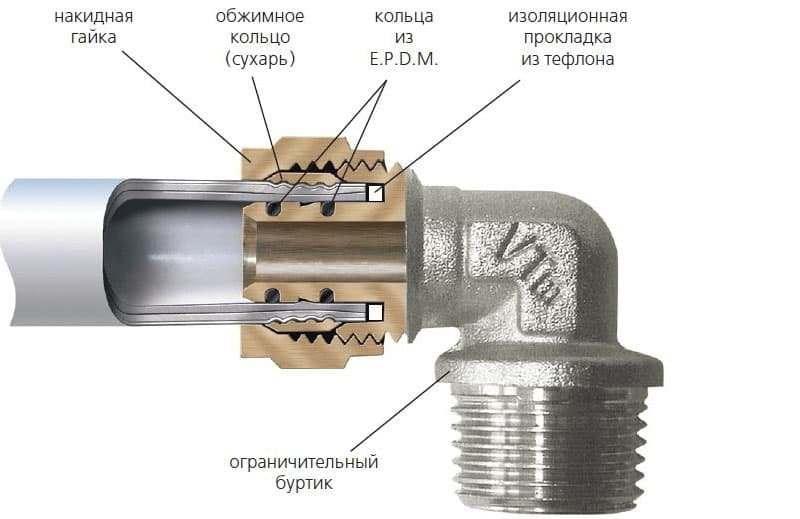
Algoritm de instalare:
- Fitingul este nerăsucit și dezasamblat. La capătul țevii se pun o piuliță de îmbinare și o virolă.
- Interiorul țevii și capătul fitingului cu o garnitură de cauciuc sunt lubrifiate cu spumă groasă de săpun pentru a facilita procesul de aliniere. În același scop, diametrul interior este pre-evazat cu un calibrator. Astfel de măsuri vor preveni deplasarea garniturilor de cauciuc.
- Fitingul este introdus în joncțiune, inelul este deplasat și piulița este strânsă. Procesul de răsucire se realizează folosind două chei.
Conexiunea rezultată necesită control periodic și strângerea piuliței în caz de scurgere.
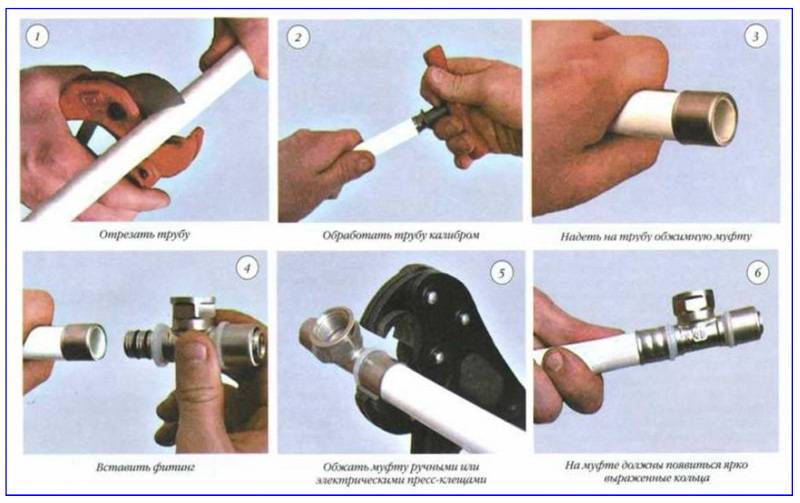
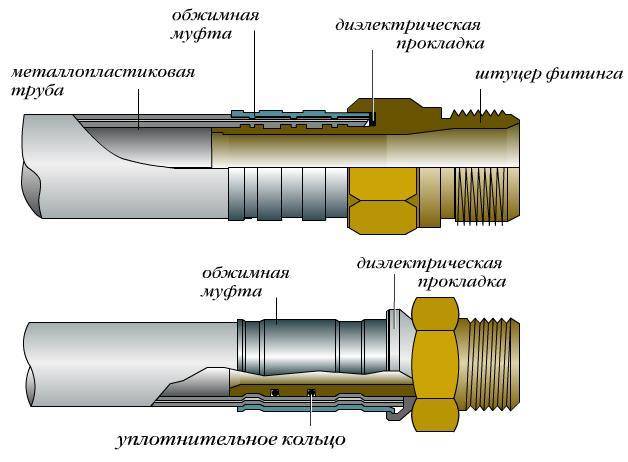
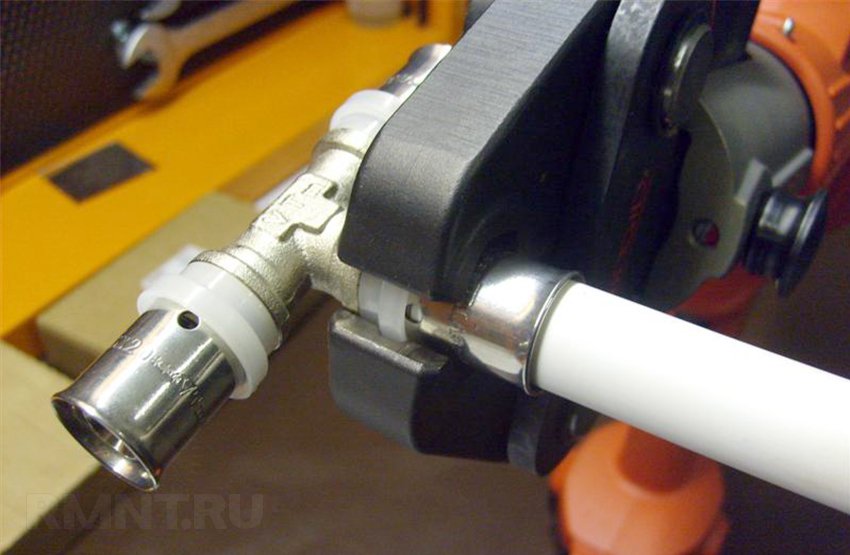
Apăsați conexiune
Conexiunea de sertizare se montează folosind fitinguri de presare și un instrument de presare (manual sau electric).
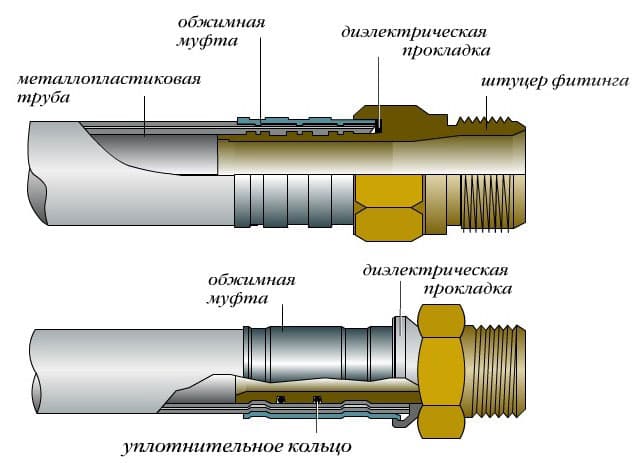
Schema de montare:
- Pregătire: tăietura este prelucrată și curățată. Fitingul de presare este dezasamblat și verificat pentru integritatea și prezența garniturilor, apoi reasamblat ..
- Marginea pentru conexiune este pusă pe armătura la fereastra de control.
- Manșonul este presat cu clești de presare, mânerele sculei sunt reduse până la oprire.
- Repetați operațiunile la capătul opus al fitingului de conectare.
Conexiunea rezultată poate servi până la 50 de ani, dar nu este separabilă.







Conexiune prin împingere
Fitingurile prin împingere sunt cele mai scumpe elemente pentru conectarea țevilor din plastic. Cu toate acestea, utilizarea lor nu necesită instrumente și abilități, este fiabilă și durabilă.

Țeava pregătită este introdusă în împingere până la orificiul de control. Apoi, întreaga structură este asamblată. Se pornește un flux de probă, sub acțiunea căruia legătura este fixată printr-o pană interioară.
montare pe perete

Punctul slab al produselor metal-plastic este rezistența scăzută la deteriorarea mecanică datorită faptului că stratul de aluminiu este subțire.
Cu o rază mare de îndoire sau presiuni constante, conducta este deformată.În acest caz, se recomandă fixarea conductei pe o bază solidă - un perete, tavan sau sub un soclu. Pentru a face acest lucru, elementul de fixare este fixat pe perete:
- agrafe;
- suporturi;
- pandantive.
Procesul de fixare și fixare are loc într-un mod simplu:
- suportul este atașat de perete, fixat într-o poziție fixă;
- țeava este introdusă în clemă cu un mecanism de expansiune. Dacă clema este surdă, atunci este introdusă inițial o țeavă, apoi întreaga structură este atașată de perete.
Clasificarea potrivirii
Varietate de fitinguri de compresie.
- colțuri și coturi (utilizate la conectarea virajelor de la 45 de grade);
- cruci (ajută la ramificare pe două părți);
- teuri (utilizate pentru ramificație unidirecțională);
- dopuri (utilizate pentru fixarea la capătul țevii);
- cuplaje (cu ajutorul acestora sunt conectate țevi de același diametru și direcție);
- fitinguri (dacă este necesar, conexiune cu un furtun).
Fitingurile care sunt folosite pentru conectarea țevilor de același diametru se numesc fitinguri drepte, iar cele destinate prinderii țevilor de diferite diametre se numesc tranziționale.
Pe piața construcțiilor există o gamă largă de fitinguri din fontă, oțel, alamă sau cupru.
În ceea ce privește fonta, acestea se disting prin calități precum rezistența și durabilitatea. Fitingurile din fontă au un avantaj semnificativ față de alte produse de conectare, cum ar fi cuplajele din oțel. Alte calități pozitive ale elementelor din fontă includ rezistența ridicată la influențele negative ale mediului și versatilitatea.
Fitingurile din oțel sunt indispensabile în industria modernă astăzi. Mai recent, obstacolele din calea conductei ar putea fi ocolite prin îndoirea conductei.Astăzi nu este nevoie
Conducta care utilizează produse din oțel este ușor de asamblat și dezasamblat, ceea ce este, de asemenea, important
Lucrări pregătitoare înainte de presare
Acțiunile care trebuie efectuate înainte de începerea încercării presiunii de control a conductei de gaz se efectuează în conformitate cu instrucțiunile de protecție a muncii elaborate conform reglementărilor standard de siguranță pt. efectuarea de lucrări periculoase cu gaz.
Pregătirea include:
Schema gazoductului
- reconcilierea aşezării subterane efective a comunicaţiilor cu traseul indicat pe diagramele din documentaţia de proiect;
- sunt selectate locuri pentru conectarea mufelor, instrumentației și regulatoarelor necesare;
- se determină punctul de conectare al unității compresoare.
Toți inginerii și lucrătorii implicați în acest eveniment trebuie să fie reinstruiți în protecția muncii și familiarizați cu procedura de executare a lucrărilor.
Instructiuni de folosire
Indiferent de tipul de instalație și echipament pe care îl alegeți, există o procedură generală pentru lucrările pregătitoare. Aceste reguli vor facilita aranjarea conductei și sunt de dorit pentru execuție:
- trebuie să întocmiți un plan de amenajare a țevii, acest lucru va ajuta la calcularea cantității de material și cuplaje;
- locurile de muncă trebuie curățate cu atenție pentru a preveni pătrunderea prafului și murdăriei în punctele de conectare pentru a evita scurgerile pe viitor;
- dacă trebuie să vă conectați la un sistem existent, trebuie să verificați integritatea acestuia și să pregătiți punctul de inserție;
- țevile trebuie tăiate astfel încât tăierea să fie exact la 90 de grade față de axa longitudinală a țevii, acest lucru este necesar pentru a asigura fiabilitatea și etanșeitatea;
- ghidat de diagramă, așezați toate țevile și racordurile pentru a verifica tăierea și numărul tuturor elementelor de conectare necesare.
După cum sa menționat mai sus, există trei opțiuni principale pentru conectarea polietilenei reticulate. Alegerea echipamentelor și instrumentelor depinde de alegerea metodei. Pentru toate metodele, veți avea nevoie de duze pentru diametrul țevilor și de un tuner.










Prima metodă este cea mai ușor de realizat. Pe lângă țevi și tăietoare, vor fi necesare doar cuplaje de compresie și o pereche de chei. Aceste instrumente sunt necesare pentru a strânge piulițele după ce au fost împinse la locul lor.
Este important de reținut: trebuie să controlați procesul de strângere a piulițelor pentru a nu deteriora firul. Înșurubați bine, dar nu strângeți prea mult.
A doua metodă este apăsarea. Veți avea nevoie de un calibrator, foarfece, un expander și o presă.
Nu vor fi dificultăți cu foarfecele, scopul lor este simplu - să tăiem țeava în dimensiunile de care avem nevoie. Îi prelucrăm marginile cu un calibrator, teșit din interior. Acest instrument este necesar pentru a da țevii o formă rotunjită după tăiere.
Apoi luăm expanderul (expanderul) de tip manual, care este foarte ușor de utilizat. Adâncim marginile de lucru ale dispozitivului în interiorul țevii și o extindem la dimensiunea dorită. Acest lucru nu trebuie făcut odată, deoarece materialul poate fi deteriorat. Facem acest lucru treptat, rotind expandorul într-un cerc. Avantajele acestui dispozitiv sunt prețul și ușurința în utilizare. Acesta este un instrument de amator.
Expansorul alimentat electric este echipat cu o baterie reîncărcabilă, concepută pentru a accelera munca instalatorului. Economisește semnificativ efortul lucrătorului și timpul pentru instalarea sistemelor.Desigur, acest dispozitiv este de multe ori mai scump, dar dacă trebuie să munciți mult, se va potrivi perfect și va justifica costurile. Există expansoare hidraulice. După ce pregătim țeava, trebuie să instalați un fiting în ea. Pentru a face acest lucru, avem nevoie de o menghină de presă. Sunt, de asemenea, hidraulice și mecanice. Înainte de utilizare, acestea trebuie scoase din cutia de depozitare și asamblate în poziția de lucru.
După asamblarea sculei și instalarea cuplajului în țeavă, conexiunea este instalată cu o presă. Adică, fitingul intră în locul său, iar presiunea este aplicată de sus cu un manșon de montare. Presele manuale sunt recomandate pentru țevi de diametre mici și cerere redusă.
Presele hidraulice nu necesită practic niciun efort în timpul sertării. Fitingurile și manșonul sunt instalate pur și simplu în canelura de pe dispozitiv, apoi se încadrează ușor și fără probleme. Acest instrument poate fi folosit chiar și în locuri incomode pentru instalare, are un cap pivotant. Și ultima opțiune pentru conectarea polietilenei reticulate este sudată. După cum am menționat mai devreme, este cel mai scump și mai rar folosit, dar cel mai fiabil. Pentru aceasta, pe lângă foarfecele deja familiare nouă, va fi nevoie și de expandoare, cuplaje speciale. Fitingurile de electrofuziune au conductori speciali pentru încălzire.
După pregătirea echipamentelor și componentelor, trecem la sudare. Pentru a face acest lucru, instalăm un cuplaj sudat electric la capătul țevii. Are terminale speciale la care conectam aparatul de sudura. Îl pornim, în acest moment toate elementele sunt încălzite până la punctul de topire al polietilenei, aproximativ 170 de grade Celsius. Materialul de cuplare umple toate golurile și are loc sudarea.
Dacă dispozitivul nu este echipat cu un cronometru și un dispozitiv care poate citi informațiile din fitinguri, trebuie să monitorizați citirile instrumentului pentru a opri totul la timp. Oprim echipamentul sau se oprește de la sine, așteptăm până când unitatea se răcește. Țevile sunt adesea furnizate în role și își pot pierde forma în timpul depozitării. Pentru aceasta, aveți nevoie de un uscător de păr. Cu ajutorul acestuia, este posibil să eliminați acest dezavantaj prin simpla încălzire a segmentului deformat cu aer cald.
În următorul videoclip, veți găsi o prezentare generală a instrumentelor pentru instalarea sistemelor de încălzire și instalații sanitare XLPE.
Procesul de sertizare
Testarea presiunii sistemelor de încălzire a unei case private începe cu deconectarea cazanului de încălzire, a orificiilor de aerisire automate și a rezervorului de expansiune de la sistem. Dacă supapele de închidere duc la acest echipament, le puteți închide, dar dacă supapele se dovedesc a fi defecte, rezervorul de expansiune va eșua cu siguranță și cazanul, în funcție de presiunea pe care o aplicați. Prin urmare, este mai bine să scoateți vasul de expansiune, mai ales că acest lucru nu este dificil de făcut, dar în cazul cazanului, va trebui să vă bazați pe funcționalitatea robinetelor. Dacă există termostate pe calorifere, este indicat și să le scoateți - nu sunt proiectate pentru presiune înaltă.









Uneori nu toată încălzirea este testată, ci doar o parte. Dacă este posibil, este tăiat cu ajutorul supapelor de închidere sau sunt instalați jumperi temporari - unități.
În continuare, procesul este:
- Dacă sistemul era în funcțiune, lichidul de răcire este golit.
- Un presurizator este conectat la sistem. Din acesta se extinde un furtun, care se termină cu o piuliță de îmbinare.Acest furtun este conectat la sistem în orice loc adecvat, chiar și în locul vasului de expansiune scos sau în locul unui robinet de scurgere.
-
Apa este turnată în capacitatea pompei de testare a presiunii și pompată în sistem cu ajutorul unei pompe.
- Scoateți tot aerul din sistem înainte de presurizare. Pentru a face acest lucru, puteți pompa puțin sistemul cu supapa de scurgere deschisă sau îl puteți coborî prin orificiile de aerisire de pe radiatoare (robinete Mayevsky).
- Sistemul este adus la presiunea de funcționare, menținută cel puțin 10 minute. În acest timp, tot aerul rămas coboară.
- Presiunea crește la presiunea de încercare, se menține o anumită perioadă de timp (reglementată prin reglementările Ministerului Energiei). În timpul testului, toate dispozitivele și conexiunile sunt verificate. Sunt inspectate pentru scurgeri. În plus, chiar și o conexiune ușor umedă este considerată o scurgere (de asemenea, aburirea trebuie eliminată).
- În timpul sertării, nivelul de presiune este controlat. Dacă, în timpul testului, căderea acestuia nu depășește norma (înregistrată în SNiP), sistemul este considerat funcțional. Dacă presiunea scade chiar și ușor sub normal, trebuie să căutați o scurgere, să o reparați, apoi să începeți din nou testul de presiune.
După cum sa menționat deja, presiunea de testare depinde de tipul de echipament și sistem testat (încălzire sau apă caldă). Recomandările Ministerului Energiei prevăzute în „Regulile de funcționare tehnică a centralelor termice” (clauza 9.2.13) sunt rezumate într-un tabel pentru ușurință în utilizare.
| Tipul de echipament testat | Test de presiune | Durata testului | Căderea de presiune admisă |
|---|---|---|---|
| Unitati lift, incalzitoare de apa | 1 MPa (10 kgf/cm2) | 5 minute | 0,02 MPa (0,2 kgf/cm2) |
| Sisteme cu calorifere din fonta | 0,6 MPa (6 kgf/cm2) | 5 minute | 0,02 MPa (0,2 kgf/cm2) |
| Sisteme cu panou și radiatoare convector | 1 MPa (10 kgf/cm2) | 15 minute | 0,01 MPa (0,1 kgf/cm2) |
| Sisteme de alimentare cu apă caldă din conducte metalice | presiune de lucru + 0,5 MPa (5 kgf/cm2), dar nu mai mult de 1 MPa (10 kgf/cm2) | 10 minute | 0,05 MPa (0,5 kgf/cm2) |
| Sisteme de apă caldă din conducte de plastic | presiune de lucru + 0,5 MPa (5 kgf/cm2), dar nu mai mult de 1 MPa (10 kgf/cm2) | 30 minute | 0,06 MPa (0,6 kgf/cm2), cu o verificare suplimentară în 2 ore și o scădere maximă de 0,02 MPa (0,2 kgf/cm2) |
Vă rugăm să rețineți că pentru testarea încălzirii și instalațiilor sanitare din țevi de plastic, timpul de menținere a presiunii de testare este de 30 de minute. Dacă în acest timp nu se constată abateri, se consideră că sistemul a trecut cu succes testul de presiune.
Dar testul continuă încă 2 ore. Și în acest timp, căderea de presiune în sistem nu trebuie să depășească norma - 0,02 MPa (0,2 kgf / cm2).
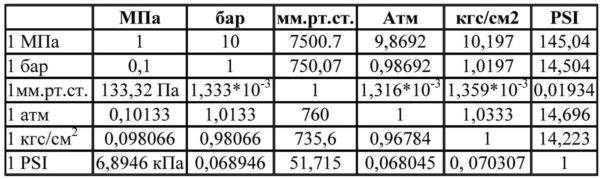
Tabel de corespondență pentru diferite unități de presiune
Pe de altă parte, SNIP 3.05.01-85 (clauza 4.6) are și alte recomandări:
- Testele sistemelor de încălzire și alimentare cu apă trebuie efectuate cu o presiune de 1,5 față de cea de lucru, dar nu mai mică de 0,2 MPa (2 kgf / cm2).
- Sistemul este considerat funcțional dacă după 5 minute căderea de presiune nu depășește 0,02 MPa (0,2 kgf/cm).
Ce reguli să folosiți este o întrebare interesantă. Deși ambele documente sunt în vigoare și nu există nicio certitudine, deci ambele sunt eligibile. Este necesar să se abordeze fiecare caz în mod individual, ținând cont de presiunea maximă pentru care sunt proiectate elementele sale. Deci presiunea de lucru a radiatoarelor din fontă nu este mai mare de 6 atm, respectiv presiunea de testare va fi de 9-10 atm.Aproximativ, de asemenea, este necesar să fie determinat cu toate celelalte componente.
Ce este spălarea și presarea
Spălarea și testarea presiunii sistemelor de încălzire se efectuează în cazurile în care stratul de depuneri din țevi devine prea mare pentru ca acestea să continue să funcționeze. Ca măsură preventivă, astfel de evenimente sunt rareori efectuate, deoarece această plăcere este destul de laborioasă și costisitoare. Pentru spălarea hidropneumatică se folosesc soluții acide, care îndepărtează placa de pe pereții conductei spre exterior. Particulele de metal se agață de pereții interiori ai țevilor, reducându-le astfel diametrul. Aceasta duce la:
- creșterea presiunii;
- creșterea vitezei lichidului de răcire;
- scăderea eficienței;
- cresterea costurilor.
Ce este testarea presiunii unui sistem de încălzire - acesta este un test obișnuit, în funcție de rezultatele căruia se poate spune dacă este sigură utilizarea unui astfel de echipament sau nu și, de asemenea, dacă poate rezista la sarcinile necesare. La urma urmei, nimeni nu vrea să devină o victimă a depresurizării circuitului și să fie pacient în departamentul de arsuri. Testarea presiunii sistemului de încălzire este efectuată în conformitate cu SNiPs. Este o procedură obligatorie. După aceasta, se emite un document care confirmă funcționalitatea tehnică a circuitului. Iată principalele cazuri în care se efectuează testarea presiunii sistemului de încălzire:
- la asamblarea unui circuit nou și punerea lui în funcțiune;
- după lucrările de reparație;
- controale preventive;
- după curățarea țevilor cu soluții acide.
Testarea presiunii sistemului de încălzire se efectuează în conformitate cu SNiP nr. 41-01-2003 și nr. 3.05.01-85, precum și cu regulile de funcționare tehnică a centralelor termice.
Din aceste reguli, se știe că o astfel de acțiune precum testarea presiunii unui sistem de încălzire se efectuează fie cu aer, fie cu lichid. A doua metodă se numește hidraulică, iar prima se numește manometrică, este și pneumatică, este cu bule. Regulile pentru testarea presiunii sistemului de încălzire stabilesc că testele de apă pot fi efectuate numai dacă temperatura din cameră este peste cinci grade. În caz contrar, există riscul ca apa din conducte să înghețe. Testarea presiunii sistemului de încălzire cu aer elimină această problemă, se efectuează în sezonul rece. În practică, testarea presiunii hidraulice a sistemului de încălzire este folosită mai des, deoarece toată lumea încearcă să finalizeze lucrările planificate necesare înainte de sezonul de încălzire. Iarna se efectuează doar eliminarea accidentelor, dacă există.
Este posibil să începeți testarea presiunii sistemului de încălzire numai atunci când cazanul și rezervorul de expansiune sunt întrerupte din circuit, altfel vor eșua. Cum se testează presiunea sistemului de încălzire?
- tot lichidul este scurs din circuit;
- apoi se toarnă în el apă rece;
- pe măsură ce se umple, excesul de aer coboară din circuit;
- după ce apa s-a acumulat, circuitul este alimentat cu un compresor de presiune;
- modul în care sistemul de încălzire este presurizat - cantitatea de atmosfere crește treptat. În acest caz, presiunea maximă de încercare nu trebuie să fie mai mare decât rezistența la tracțiune a diferitelor elemente ale circuitului;
- presiunea ridicată este lăsată pentru o perioadă și toate conexiunile sunt inspectate. Este necesar să se uite nu numai la conexiunile filetate, ci și la locurile în care sunt lipite părțile circuitului.
Presurizarea sistemului de încălzire cu aer este și mai ușoară.Doar scurgeți tot lichidul de răcire, închideți toate orificiile de evacuare din circuit și aduceți aer în el. Dar în acest fel, este mai dificil să se determine defecțiunea. De exemplu, dacă există lichid în țevi, atunci la presiune mare se va scurge printr-un posibil spațiu. Este ușor de identificat vizual. Dar dacă nu există lichid în tuburi, în consecință, nu există nimic de ieșit în afară de aer. În acest caz, se poate auzi un fluier.
Și dacă nu se aude, în timp ce acul manometrului indică o scurgere, atunci toate conexiunile sunt unse cu apă cu săpun. Pentru a fi mai ușor, puteți verifica nu întregul sistem, ci împărțindu-l în segmente. În acest caz, este mai ușor să efectuați testarea presiunii conductelor de încălzire și să determinați posibilele locuri de depresurizare.
Instalare de țevi din metal-plastic
Tăierea țevilor se efectuează cu foarfece metalice sau cu un ferăstrău special. Frezele sunt folosite pentru tăierea metal-plastic cu diametru mic și mediu și sunt utilizate pe scară largă în instalațiile profesionale. Foarfecele sunt un aparat de uz casnic mai simplu, pot fi cumpărate și în categoria de preț bugetar, principalul lucru este că există un mâner confortabil și echilibrat, iar lamele în sine sunt ascuțite, realizate din metal de înaltă calitate. Frezele sunt echipate cu un calibrator intern, care permite nu numai tăierea metal-plastic, ci și restabilirea formei deformate a marginilor.







Pe lângă uneltele speciale, la instalarea unui sistem de țevi metal-plastic, este necesară utilizarea unor dispozitive mai versatile: o bandă de măsurare, chei de dimensiunea potrivită, o teșită, șmirghel de șlefuit, un expandator, cu condiția ca racordurile prin presare să fie folosit.
Sistemul sanitar din plastic și metal nu este doar durabil și practic, ci și ușor de instalat. Procesul este disponibil pentru executare chiar și de către o persoană care nu are cunoștințele necesare. Având un set dintre cele mai simple instrumente, puteți face lucrările de instalare de bază în mod eficient și cu economii decente de costuri dacă urmați reguli simple de instalare.
Plasticul în combinație cu metalul este un tandem bun, dar îi este, de asemenea, „frică” de efectele mecanice agresive și ultraviolete, acest lucru trebuie luat în considerare atunci când le puneți deschis.
Dacă se intenționează instalarea unui tip închis, atunci este necesar să se prevadă prezența trapelor pentru accesul la fitingurile de tip compresie.
Sistemul de încălzire poate consta și din țevi MP, dar în acest caz merită să acordați o atenție deosebită verificării integrității tuturor elementelor și respectării stării celei mai durabile conexiuni a tuturor elementelor. Nu folosiți obiecte ascuțite când despachetați elemente noi ale sistemului, chiar și o micro-zgârietură poate deteriora grav întregul sistem.
Suporturile metalice și umerasele folosite pentru instalarea țevilor trebuie să fie echipate cu garnituri moi, acest lucru va ajuta la evitarea deteriorării mecanice a suprafeței din plastic.
Deoarece un dulap începe cu un cuier, instalarea țevilor metal-plastic începe cu selectarea și fixarea supapelor cu bilă
Acest element este extrem de important pentru întregul sistem, nu ar trebui să economisiți pe el și să cumpărați omologi chinezi de la buget
Un robinet de înaltă calitate trebuie să reziste până la 60 de atmosfere și temperaturi ridicate
Deoarece un dulap începe cu un cuier, instalarea țevilor metal-plastic începe cu selectarea și fixarea supapelor cu bilă
Acest element este extrem de important pentru întregul sistem, nu ar trebui să economisiți pe el și să cumpărați omologi chinezi de la buget. Un robinet de înaltă calitate trebuie să reziste până la 60 de atmosfere și temperaturi ridicate. În cazul unei scurgeri, robinetul este cel care poate opri curgerea apei în cel mai scurt timp posibil.
Dacă la momentul potrivit robinetul nu face față sarcinii sale directe, sistemul sanitar este în pericol de deteriorare serioasă.
În cazul unei scurgeri, robinetul este cel care poate opri curgerea apei în cel mai scurt timp posibil. Dacă la momentul potrivit robinetul nu face față sarcinii sale directe, sistemul sanitar este în pericol de deteriorare serioasă.
Deoarece un dulap începe cu un cuier, instalarea țevilor metal-plastic începe cu selectarea și fixarea supapelor cu bilă
Acest element este extrem de important pentru întregul sistem, nu ar trebui să economisiți pe el și să cumpărați omologi chinezi de la buget. Un robinet de înaltă calitate trebuie să reziste până la 60 de atmosfere și temperaturi ridicate. În cazul unei scurgeri, robinetul este cel care poate opri curgerea apei în cel mai scurt timp posibil.
Dacă la momentul potrivit robinetul nu face față sarcinii sale directe, sistemul sanitar este în pericol de deteriorare serioasă.
În cazul unei scurgeri, robinetul este cel care poate opri curgerea apei în cel mai scurt timp posibil. Dacă la momentul potrivit robinetul nu face față sarcinii sale directe, sistemul sanitar este în pericol de deteriorare serioasă.
Dacă întregul sistem este instalat de la zero, atunci acesta va include instalarea de filtre de curățare, contoare, un reductor de presiune, un colector pentru conducte în toată zona. Se recomandă montarea țevilor împreună cu filtrele, astfel încât resturile tehnice nu vor pătrunde în sistem.









Citeste si:
Teste în blocuri
În blocurile de apartamente, se poate efectua și testarea presiunii sistemului de încălzire cu aer. Vom lua în considerare acum condițiile necesare pentru lucru. In cazul in care gasiti scurgeri de apa, acestea trebuie reparate. Dar adesea, fără presiune mare în sistem, este destul de dificil să găsești fisuri subțiri în cusături. În blocurile de apartamente, este necesar să se efectueze teste de presiune atât a apartamentelor individuale, cât și a tuturor autostrăzilor.
Trebuie să pregătiți:
- Inspectați toate fitingurile de blocare. Dacă supapele sunt din fontă, asigurați-vă că înlocuiți glandele cu ele. Înlocuiți garniturile de pe conexiunile cu flanșă. Toate șuruburile care și-au pierdut aspectul inițial trebuie de asemenea înlocuite. Asigurați-vă că instalați manometre noi, este recomandat să trimiteți cele vechi spre verificare pentru a decide dacă pot fi folosite în continuare pentru măsurători.
- Inspectați vizual toate țevile, fitingurile pentru a identifica chiar și defectele minore, deteriorarea. Dacă găsiți zone cu probleme, trebuie să le reparați rapid.
- Verificați starea materialului termoizolant pe liniile așezate în subsol și între etaje.
După pregătire, puteți începe să efectuați lucrările de sertizare direct:
- Umpleți întregul circuit cu apă cu duritate scăzută (pentru a nu apărea depunerile). Este mai bine să-l pompați în sistem, desigur, cu o pompă electrică. Presiune - 6-10 bar. Într-un recipient cu lichid, trebuie să coborâți furtunurile - scurgere și alimentare. Apoi, conectați pompa la rețeaua de încălzire și porniți testerul de presiune. Presiunea trebuie setată în prealabil.
- Detectezi o jumătate de oră - în această perioadă presiunea ar trebui să rămână aproape la același nivel. În cazul în care presiunea nu scade, testul poate fi considerat finalizat. Puteți umple sistemul cu lichid de lucru și puteți începe funcționarea activă.
- Dacă presiunea scade, atunci există defecte în sistemul de încălzire. Procedura de testare a presiunii sistemului de încălzire cu aer este aproximativ aceeași, dar va trebui să utilizați o soluție de săpun - fără ea este dificil să găsiți o scurgere. De îndată ce găsiți defecte, puteți începe să goliți sistemul și să reparați. Apoi re-diagnosticați întreaga încălzire.
Unitatea de intrare se desfășoară în mod similar - presiunea ar trebui să fie de aproximativ 10 bar.



