- Sfaturi si trucuri
- Lipirea
- Cum să lubrifiați corect un robinet
- Tipuri de benzi de etanșare
- Etanșanti adezivi anaerobi
- Cuplaje
- Țevi de andocare din metal și plastic
- Conexiunea cu flanșă a conductelor de gaz
- GOI pasta de lustruit Archimedes Norma
- Tabelul 1. Abraziv GOST 3647-80
- Ce este capacitatea de lustruire
- Ordinea de lapă
- Ordinea de lepare este următoarea:
- Lenjerie
- Care etanșare este mai bine să alegeți pentru instalarea unui sistem de încălzire
- Scopul și varietatea termoetanșanților
- Principalele proprietăți tehnice ale benzii de etanșare
- Reguli pentru lipirea cuprului
- Lipirea pieselor mari
- Fire de lipit sau sârmă
- Vase de lipit sau găuri de lipit în cupru
- Metode de verificare a etanșeității conexiunilor
- Caracteristici ale instalării fitingurilor filetate
- Instrucțiuni de instalare pas cu pas
- Conexiune țeavă metalică fără filet
- Sigilare cu fir de in
- Problema ambalajului
Sfaturi si trucuri
Meșteri profesioniști împărtășesc câteva recomandări despre cum să faci etanșarea conexiunilor filetate cât mai simple și durabile posibil.
- Nu vă fie teamă că etanșantul neîntărit va ieși din interiorul țevii. Nu se va întări și în timpul funcționării sistemului de alimentare cu apă va fi pur și simplu spălat cu apă.Gelurile anaerobe sunt complet inofensive, dar este mai bine să lăsați robinetul deschis pentru o perioadă, astfel încât excesul de etanșare să fie complet îndepărtat.
- La înșurubarea conexiunilor tratate cu etanșant pentru filete, nu este necesar să strângeți filetele cu chei. Efortul maxim al mâinilor va fi suficient, dar chiar trebuie să-l înfășurați cu toată puterea.
- Dacă țeava este fragilă, atunci nu trebuie să încercați să desfășurați îmbinarea tratată cu etanșanți. Căldura trebuie aplicată imediat. 170 de grade vor fi suficiente.
- Dacă este posibil, cel mai bine este să vă abțineți de la folosirea etanșanților pentru instalații temporare. Demontarea conexiunilor va necesita mult timp și efort, care nu este complet răsplătit. Cel mai bine este să recurgeți la utilizarea de fire de etanșare sau lenjerie pentru utilizare temporară.
Pentru caracteristicile sigilantului de filet, vedeți următorul videoclip.
Lipirea
 Echipament pentru lipirea tevilor din polietilena
Echipament pentru lipirea tevilor din polietilena
Ar fi mai corect să spunem lipire cap la cap. Este folosit și pentru țevile din polietilenă. Condiția implementării acestuia va fi mobilitatea celor două părți articulate. În caz contrar, procesul va fi întrerupt. În ceea ce privește eficiența, nu este inferior electrofuziunii. Pentru a efectua lucrarea veți avea nevoie de o unitate modulară. Componentele sale sunt o unitate hidraulică, un tăietor, un fier de lipit și un centralizator. Pentru a-l folosi corect, procedați după cum urmează:
- Inserțiile sunt montate într-o menghină specială în funcție de dimensiunea țevii care se prelucrează.
- Conductele sunt prinse. Nu fi zelos, dacă strângeți excesiv șuruburile, atunci capătul își va pierde forma unui cerc, ceea ce va duce la probleme.
- Zonele lipite sunt curățate de murdărie și praf.
- Un cuțit de construcție sau un alt dispozitiv elimină așchiile de pe teșitură, dacă există.
- Pe blocul hidraulic, supapa se deschide lent înainte de a începe mișcarea componentelor pe centralizator. Valoarea presiunii este marcată ca funcțională.
- Părțile sunt crescute, se introduce un trimmer între ele. Pornește și schimbarea se face din nou. După câteva întoarceri ale cuțitelor, dispozitivul poate fi ridicat.
- Pentru a verifica corectitudinea și uniformitatea îmbinării, duzele sunt din nou deplasate și inspectate bine.
- Rosturile se degresează cu un șervețel cu solvent sau cu alcool.
- Fierul de lipit este încălzit.
- Dupa atingerea temperaturii setate se instaleaza intre piese.
- Presiunea pentru lipire este setată conform tabelului și modulele centralizatoare sunt deplasate din nou. Sunt ținute în tensiune până la formarea unui aflux de 1 mm.
- După aceea, presiunea este eliberată și se încălzesc pentru câteva secunde.
- Piesele se depărtează și încălzitorul este îndepărtat. În 5 secunde, acestea trebuie reconectate la curent pentru încă 5 secunde. După aceea, forța este îndepărtată și timpul de răcire este așteptat.
Până la sfârșitul intervalului de timp indicat pentru răcire, în niciun caz nu trebuie îndepărtată menghina sau țevile înclinate în vreun fel. Acest lucru poate duce la depresurizare.
Cum să lubrifiați corect un robinet
Algoritmul general pentru repararea oricărei supape de gaz se reduce la următorii pași:
- Opriți alimentarea cu gaz.
- Deconectați rețeaua din tabloul de distribuție. Dacă dintr-un motiv oarecare accesul este blocat acolo, atunci opriți toate aparatele electrice și lămpile de la prize.
- Îndepărtați toate materialele și ustensilele inflamabile (inclusiv chibrituri, solvenți etc.).
- Închide ușa bucătăriei și deschide fereastra.
- Demontați robinetul.
- Conectați conducta de ridicare cu o cârpă umedă.
- Aplicați lubrifiant.
- Scoateți cârpele și asamblați robinetul.
- Aerisiți camera.
Demontarea macaralei necesită experiență și precizie extremă. Dacă trebuie să lubrifiați conducta de gaz de pe aragaz, va trebui să scoateți plăcile turnante (steaguri) și panoul frontal sau superior de sub ele. Dispozitivul de robinet se va deschide.

Pentru sobele de tip Hephaestus, nu este necesară ridicarea panoului cu arzătoare - capacul frontal este îndepărtat de la sine, în timp ce este destul de simplu, deoarece este atașat la șuruburi autofiletante. Supapele sunt fixate cu flanșe cu două șuruburi - pentru a le îndepărta, veți avea nevoie de o șurubelniță Phillips.
Tipuri de benzi de etanșare
Acest material este produs sub formă de înfășurare pe o bobină de până la 10 metri lungime. Este folosit cu succes pentru înfășurarea pe filete de țevi în sistemele sub presiune, inclusiv instalații sanitare, gaz și încălzire.
Scopul său în îmbinări este un material de umplutură deformabil care acționează ca un lubrifiant pentru fire, contribuind la creșterea etanșeității. Acest sigiliu este disponibil în 3 tipuri:
- tip 1 - pentru utilizare în sistemele de conducte pentru transportul lichidelor agresive, utilizate folosind vaselina purificată;
- tip 2 - pentru pomparea oxidanților puternici, care interzice utilizarea unui etanșant suplimentar sub formă de uleiuri;
- tip 3 - utilizat pentru transportul de lichide și gaze relativ pure, utilizarea lubrifiantului este exclusă.
Etanșanti adezivi anaerobi
Acest material are vâscozitate bună și consistență lichidă. Își pot găsi mult timp în aer liber fără a-și schimba proprietățile. Când intră în îmbinări filetate unde nu există aer, se polimerizează fără contracție. Rezultatul este o substanță foarte puternică și solidă, similară ca proprietăți cu plasticul. Oferă o etanșare excelentă și umple complet golul din filet, indiferent de presiunea lichidului sau a gazului din țevi.Un avantaj important al adezivilor anaerobi este că aceștia se transformă într-o substanță solidă numai în racorduri filetate, iar în aer liber rămân lichide și nu înfundă echipamentele și supapele. Ele pot fi îndepărtate cu ușurință de pe suprafață. Acest material este utilizat pe scară largă în industrie.
Adezivii anaerobi pot fi aplicați cu ușurință direct din ambalaj. Când efectuați lucrări în vrac, merită să utilizați dozatoare. Diferite tipuri de adezivi au timpi diferiți de polimerizare a substanței, de la 3 minute la câteva ore. Alegerea unui anumit adeziv depinde de sarcina tehnică. Dacă aveți nevoie de o instalare rapidă, atunci ar trebui să utilizați un adeziv cu un timp de întărire scurt. Într-o situație în care conexiunea trebuie ajustată, atunci puteți alege un adeziv care capătă forma finală după un timp.
O îmbinare etanșată cu adeziv anaerob poate fi dezasamblată folosind unelte convenționale. După întărire, adezivul este netoxic, ceea ce îl face potrivit pentru utilizarea în industria alimentară. Temperatura de funcționare a etanșanților anaerobi este de la -55 la +150 grade Celsius. Unele tipuri de lipici pot rezista până la +200 de grade. Când sunt expuși pentru scurt timp la temperaturi mai ridicate, își pot continua să-și facă treaba fără a-și schimba proprietățile.
Costul adezivilor anaerobi este mai mare decât al altor tipuri de etanșanți. Cu toate acestea, ei calculează pe deplin prețul declarat. Fiabilitatea conexiunii folosind adeziv anaerob este mult mai mare decât orice alt material. Fiecare proprietar alege singur ceea ce este mai important pentru el: încrederea și fiabilitatea sau probabilitatea unor pierderi mari în cazul unei defecțiuni a sistemului.
Avantajele incontestabile ale unui adeziv-etanșant anaerob includ ușurința în utilizare, etanșarea filetelor indiferent de forță, instalarea ușoară a sistemului datorită lubrifiantului, capacitatea de a rezista la mai multă presiune de gaz sau lichid, un raport calitate-preț mai bun, păstrarea formei lichide în aer liber. aer.
Dezavantajele acestei substanțe includ imposibilitatea utilizării într-un mediu oxidant și oxigenat și la temperaturi scăzute din cauza creșterii timpului de polimerizare. Această compoziție poate fi folosită exclusiv pe fire uscate și nu este recomandată pentru instalarea țevilor cu diametrul mai mare de M80.
Cuplaje
La repararea sistemelor de gaz și apă sau la așezarea altora noi, apare întrebarea: care este cea mai bună modalitate de a conecta coloanele și de a etanșa îmbinările care au apărut.
Dacă vorbim de conexiuni detașabile, atunci cel mai bine este să conectați ascensoarele cu ajutorul cuplajelor. Ele pot fi utilizate atât sub formă de fitinguri, cât și ca adaptoare, dacă dimensiunile liniare, inclusiv diametrele racordurilor filetate ale țevilor, sunt diferite.
- fiabilitate;
- disponibilitatea și amploarea sortimentului;
- viteza, ușurința de asamblare și dezasamblare;
- cost scăzut.
În funcție de tipurile de ridicare, sunt produse fitinguri de conectare similare. Sigilantul este selectat în același mod. Dacă fitingurile metalice sunt cel mai adesea sigilate cu câlți cu vopsea de ulei, atunci banda FUM și etanșantul sintetic, în special un etanșant anaerob, sunt cele mai potrivite pentru piesele din plastic.
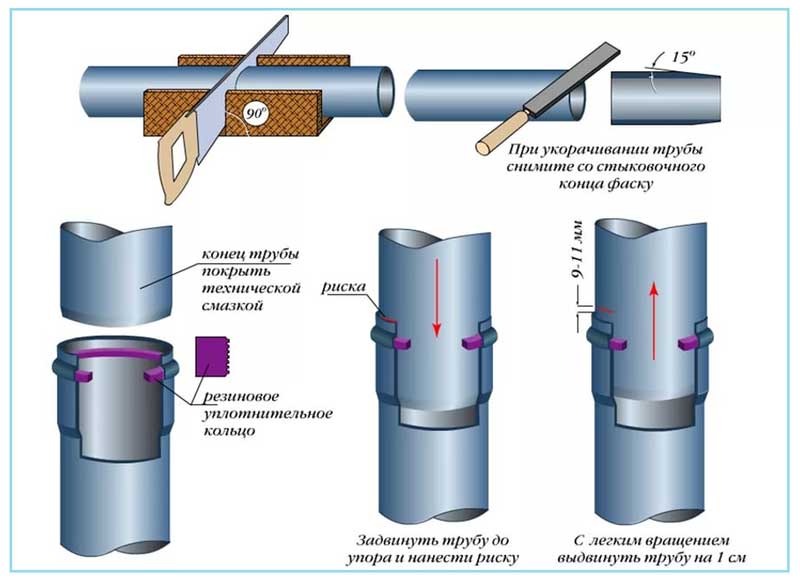
Țevi de andocare din metal și plastic
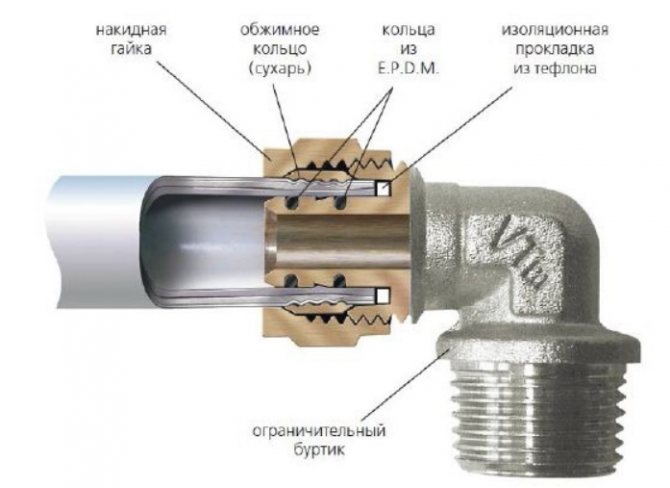
Popularitatea țevilor polimerice în rețeaua de uz casnic necesită adesea conectarea lor la țevile metalice existente. Pentru aceasta se folosesc adaptoare speciale. Cele mai comune dintre acestea sunt fitingurile numite „american” sau „mamelon”.







Adaptorul american este format din două părți. La un capăt al piesei metalice se aplică un filet exterior sau interior, în funcție de tipul de tăiere a țevii de racordat. La celălalt capăt este un fir exterior. A doua parte este din plastic, care se termină cu o piuliță de îmbinare cu filet interior. Ambele părți sunt conectate între ele prin înșurubarea piuliței pe filetul elementului metalic. Etanșarea îmbinărilor - printr-o garnitură de etanșare în interiorul piuliței de îmbinare.
Adaptor american care conectează metal și plastic
Prima parte a adaptorului este înșurubat în conducta metalică care urmează să fie conectată, iar conducta de ieșire este sudată prin sudare polimerică la conducta de plastic.
Un fiting pentru mamelon este un manșon din polimer, în interiorul căruia este lipită o piesă metalică filetată. Acesta oferă o îmbinare cu o țeavă de oțel, iar manșonul în sine este sudat pe o conductă de plastic.
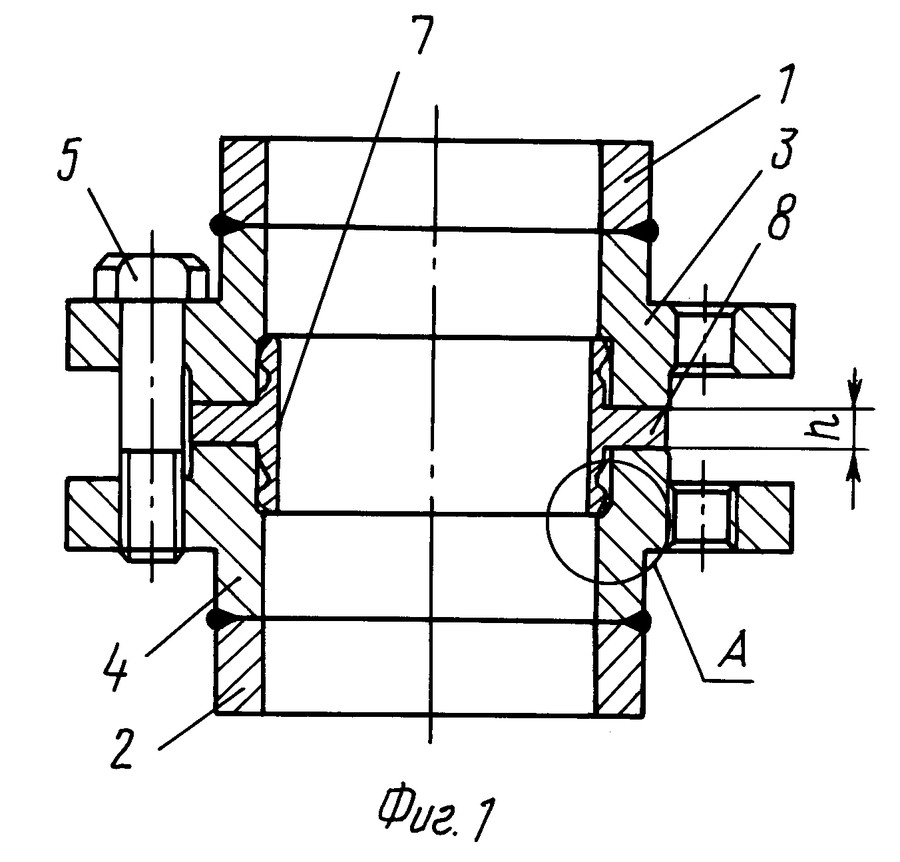
Conexiunea cu flanșă a conductelor de gaz
 Conexiunea cu flanșă este cel mai comun tip de conexiune de țeavă detașabilă.
Conexiunea cu flanșă este cel mai comun tip de conexiune de țeavă detașabilă.
Datorită simplității designului, ușurinței de dezasamblare și asamblare. Dar, în același timp, există un cost ridicat de lucru și o fiabilitate scăzută a conexiunii în comparație cu sudarea.
Și dacă presiunea mediului transportat se modifică, atunci poate apărea o scurgere de gaz.
Racordul cu flansa este format din:
- din 2 flanse;
- elemente de fixare - știfturi, șuruburi, piulițe;
- O-ring sau garnitură.
Cel mai des folosit garnituri tehnice din cauciuc, carton azbest sau foi de paronit.
Salutare dragi cititori. Întrebarea despre cum să sigilați firele pe o conductă de gaz este destul de relevantă. La urma urmei, aceasta este o zonă foarte vulnerabilă. Aici apar cele mai multe scurgeri.
GOI pasta de lustruit Archimedes Norma
Pasta de lustruire GOI Archimedes Norma inseamna pentru lustruirea metalelor, sticlei si plasticului. Poate fi folosit și pentru a pregăti suprafața pentru lustruire. Pasta permite folosirea atat manuala cat si mecanica pe toate tipurile de vopsea. Pasta este concepută pentru a îndepărta: stratul de suprafață oxidat; zone pigmentate de vopsea; defecte de acoperire; zgârieturi și zgârieturi; urme încăpățânate de insecte.
Tabelul 1. Abraziv GOST 3647-80
| Grupuri | Camerele | Grupuri | Camerele |
| cereale | Dimensiunea granulelor µm | cereale | Desemnare |
| Slefuirea cerealelor | Pulberi de măcinat | ||
| Sticlă, corindon sau un amestec | |||
| 63 — 50 | M63 | ||
| 50 — 40 | M50 | ||
| Micro pulberi de măcinare | |||
| 25-28 | M28 | ||
| 18-20 | M20 | ||
| 12-14 | M14 | ||
| 10 | M 10 | ||
| 7 | M 7 | ||
| 5 | M 5 |
| Compoziție procentuală. | stare brută | Mediu | Subţire |
| Oxid de crom | 81 | 76 | 74 |
| gel de silice | 2 | 2 | 1,8 |
| acid stearic | 10 | 10 | 10 |
| grăsime despicată | 5 | 10 | 10 |
| acid oleic | — | — | 2 |
| bicarbonat de sodiu | — | — | 0,21 |
| kerosenul | 2 | 2 | 2 |

Orez. 3 . Pulberi și pastă abrazive GOI.
Ce este capacitatea de lustruire
Testul standard pentru capacitatea de lustruire se efectuează după cum urmează - mișcările haotice ale unei plăci de oțel sau alamă întărite sunt efectuate haotic pe o placă de fontă care măsoară 400 pe 450 mm. în total dând 40 de metri de drum la o anumită presiune. Pasta aspră îndepărtează aproximativ 40 de microni de metal. mediu, aproximativ 5 microni, subțire 0,25 microni.
Ordinea de lapă
Robinetele de tip dopul sunt produse în 3 tipuri: cu corp din fontă și dop de alamă, cu corp de alamă și dop de alamă și complet din fontă.
Ordinea de lepare este următoarea:
- Dacă supapa este răsucită din țeavă, atunci corpul este prins într-o tisă cu o forță mică, pentru a nu deteriora corpul, cu un diametru de con mare în sus:
- Pasta medie GOI se diluează cu kerosen și se aplică uniform cu o perie pe corpul de plută;
- Butonul este conectat la un orificiu filetat special din partea inferioară a conului;
- Pluta se introduce in corp si se roteste de cateva ori cu o presiune usoara;
- De ce se fac 5 - 6 mișcări cu mâna cu aproximativ 180 °, dacă nu există caneluri serioase pe plută sau pe corp, atunci acest lucru este suficient;
- Îndepărtați și inspectați dopul, dacă pe acesta apar brazde negre ale pastei, este necesar să ștergeți piesele și să repetați încercarea până când întunericul dispare;
- Apoi ștergeți cu atenție dopul și corpul uscat. Aplicați mai multe benzi longitudinale de cretă pe con, introduceți dopul și întoarceți-l, apoi verificați, crestăturile de cretă trebuie distribuite uniform pe întreaga suprafață a părților de împerechere;
- După aceea, suprafețele de împerechere sunt șterse din nou bine și, după aplicarea lubrifiantului de etanșare pentru supapele de gaz, sunt asamblate. Trebuie să strângeți orificiile filetate cu câlți sau fum. banda este mai bună cu unsoare de etanșare. Unsoarea de etanșare pentru robinete de gaz poate fi cumpărată de la un magazin specializat de instalații sanitare sau comandată din numeroase resurse online.
În cele din urmă, verificat pentru scurgeri cu apă cu săpun, umflarea cu bule nu este permisă.
Pentru ca robinetul să funcționeze corect, este necesar ca rotirea dopului în corpul robinetului să aibă loc fără efort, asigurând o etanșare fiabilă. În aceste scopuri, se folosesc compuși speciali de etanșare și antifricțiune. Lubrifianții de etanșare au o concentrație mai dură și sunt utilizați pentru a sigila piesele de împerechere. Lubrifianții anti-fricțiune sunt mai puțin vâscoși și sunt proiectați pentru a separa părțile în mișcare. Lubrifianții trebuie să ofere o funcționare fiabilă atunci când sunt încălziți până la 300C. La compusul de etanșare se adaugă substanțe solide, cum ar fi așchiile de grafit sau fluoroplastic. Lubrifianții anti-fricțiune pot fi pe bază de grăsime sau silicon.
Lenjerie

Firul de in este o metodă veche, dar dovedită de compactare. În plus, îl puteți cumpăra din magazinele de instalații sanitare.
Înainte de a cumpăra, trebuie să luați în considerare câțiva factori:
- care este grosimea șuviței;
- dacă există un miros neplăcut sau particule de resturi;
- Firul este suficient de elastic?
De asemenea, trebuie avut în vedere faptul că inul nu este potrivit pentru toate sistemele de conducte. Apa și temperatura duc la degradare, iar în sistemul de încălzire se va arde în scurt timp.








Pastele moderne de etanșare sunt mai bune la promovarea ruginii pe fitingurile de conectare și pe conductele de gaz.

Fierul de călcat este de obicei cel mai folosit material. Pastele bricolaj sunt ieftine și vesele. Pentru a face acest lucru, luați alb și turnați puțin ulei uscat, amestecați amestecul până când devine similară ca consistență cu smântâna.
Ar trebui aplicat într-un strat mic și subțire direct pe firul în sine. Distribuirea și uscarea uniformă a materialului. Roșu alb de plumb funcționează cel mai bine cu țevile de oțel.
Datorită faptului că stratul superior de fier este oxidat, compușii insolubili nu lasă moleculele de ozon să treacă, conform principiului magiei.
Achiziționați paste ermetice gata de utilizare în magazine specializate:
Gebatout 2 (pastă pe bază de umpluturi minerale și polimeri sintetici). Pastum GAS (inhibitor de coroziune, umpluturi).
Multipak (ulei de parafină naturală cu includere de minerale). Unipak (minerale naturale, acizi grași). Absența fondurilor de mai sus nu este deloc o problemă.
Procesul de lucru este următorul: separăm o parte a inului de toată țesătura, două chibrituri în grosime. Înfășurăm pe un racord filetat, începând de la baza țevii și până la capăt.
După aceea, acoperim structura formată cu pastă, acest lucru este necesar pentru ca îmbinările să se țină strâns împreună.
Care etanșare este mai bine să alegeți pentru instalarea unui sistem de încălzire
Până în prezent, principalele criterii de alegere a celei mai bune tehnologii de etanșare a filetelor în conexiunile sistemului de încălzire sunt experiența și materialele cu care trebuie lucrate.
Așadar, atunci când lucrați cu radiatoare și supape din fontă, cea mai bună opțiune pentru acestea este să folosiți un fir de in cu pastă de instalații sanitare sau sigilant siliconic rezistent la căldură.
Pentru conexiuni cu diametru mic de până la 25 mm de la fitingurile de marcă, se recomandă să utilizați bandă FUM sau etanșant adeziv.
Pentru a instala robinete sau pentru a conecta radiatoare din oțel, aluminiu sau bimetalice, puteți folosi întregul arsenal de modalități de etanșare a conexiunilor.
Singurul punct la care trebuie să acordați atenție este că atunci când instalați conducte de cupru, trebuie să studiați cu atenție instrucțiunile pentru etanșant pentru a exclude incompatibilitatea compoziției adezivului și a metalului neferos.
Scopul și varietatea termoetanșanților
Trebuie remarcat faptul că este dificil să faci fără etanșant în multe domenii ale vieții umane, de la viața de zi cu zi până la sectorul industrial. La urma urmei, ce facem dacă este necesar să eliminăm golurile, de exemplu, între un perete și ramele ferestrelor? Așa e, mergem la magazin și cumpărăm silicon. Dar un simplu adeziv își va îndeplini toate funcțiile atunci când este expus la temperaturi foarte ridicate? Răspunsul la această întrebare este fără echivoc - nu. Desigur, regimul lor de temperatură este destul de mare și, în cazuri individuale, poate ajunge la 200 ° C, dar adesea acest lucru nu este suficient. Și nu toate substanțele de etanșare își păstrează proprietățile chiar și la această temperatură.







Deci, un etanșant rezistent la căldură este folosit pentru a izola îmbinările pe obiectele „fierbinte”. Acestea includ conducte de ACM, cuptoare cu focar deschis, coșuri, șeminee, motoare, inclusiv motoare de automobile, elemente de turbine, compresoare, pompe, precum și unități care funcționează pe abur, în medii chimice și gazoase. Astfel de etanșanți sunt împărțiți în silicon și silicat.
Primul etanșant la temperatură înaltă este o substanță asemănătoare pastei de nuanță roșie, maro și roșu-maro. Componenta sa principală este cauciucul siliconic, iar datorită oxizilor de fier se obține rezistența dorită la căldură. Astfel de substanțe de etanșare sunt împărțite în neutre și acide. Acestea din urmă au limitări în utilizare, deoarece acidul eliberat în timpul solidificării afectează negativ suprafețele de piatră, beton și metal.Prin urmare, astfel de compoziții „agresive” sunt aplicabile pentru lucrul cu lemn, sticlă, plastic și ceramică. Cele neutre nu au restricții, deoarece în acest caz, lichidele sigure care conțin alcool și apă sunt eliberate în timpul vulcanizării.
Pe lângă compoziție, etanșanții siliconici sunt, de asemenea, împărțiți în funcție de domeniul de aplicare.
- Opțiunile alimentare nu conțin toxine și sunt absolut sigure pentru sănătatea umană.
- Lipiciul termofuzibil sanitar și-a găsit aplicația în medicină.
- Etanșantul rezistent la căldură pentru motor este rezistent la componente agresive, antigel, uleiuri și alte produse chimice auto, precum și la plasticitate crescută. Această topitură fierbinte are de obicei o culoare roșie.
- Sigilanții la temperatură înaltă pentru cuptoare sunt, de asemenea, foarte populari. Sunt utilizate în industrie și în viața de zi cu zi pentru îmbinarea structurilor cuptoarelor.
- Compozițiile universale pot trata aproape toate suprafețele și rosturile din zona afectată de căldură.
Sigilanții cu silicați sunt mai rezistenți la căldură și pot rezista până la 1500 ° C, prin urmare sunt utilizați în structurile în contact cu focul deschis. Au la bază silicat de sodiu. Din cauza culorii, astfel de substanțe de etanșare sunt numite și negre. Cel mai indicat este să le folosiți pentru prelucrarea fisurilor în seminee, coșuri, cuptoare, cuptoare, inclusiv cu vatră deschisă, cazane de încălzire etc.
Principalele proprietăți tehnice ale benzii de etanșare
Banda FUM are următoarele caracteristici:
- Coeficient de frecare redus. Garnitura fluoroplastică, pe lângă plasticitate, este alunecoasă, ceea ce simplifică fitingurile.
- Stabilitate termică, permițând să reziste la temperaturi de până la 260 de grade fără distrugerea și pierderea proprietăților de etanșare. În plus, fluoroplasticele sunt dielectrice foarte eficiente.
- Forță și plasticitate.Garniturile realizate din acest material funcționează stabil la presiuni de până la 10 MPa și sunt capabile să reziste la sarcini pe termen scurt de până la 42 MPa, de exemplu, cele care apar în timpul șocurilor hidraulice în sistemele de conducte. Durata de viață a unui sigiliu din bandă FUM (fumka) este determinată la 13 ani. Se descompune mai repede atunci când este expus la lumină, dar acest lucru nu este pentru cazul nostru, trebuie doar să țineți cont de acest factor atunci când organizați depozitarea materialului.
- pasivitate chimică. Nu este supus distrugerii sub influența acizilor și alcalinelor, care este determinată de distribuția uniformă a atomilor de fluor pe suprafața produsului. Solvenții capabili să distrugă acest material de etanșare nu au fost încă inventați. Rezistent la procesele de degradare.
Cum să folosiți corect banda FUM pentru țevi de gaz și instalații sanitare, vom lua în considerare mai detaliat.
Reguli pentru lipirea cuprului
Atunci când este necesar să lipiți un produs din cupru sau un produs care conține componente din cupru, este imposibil să dați un răspuns fără ambiguitate despre cum și care este cel mai bun mod de a face acest lucru. Alegerea metodei și a instrumentelor depinde de mulți factori, cum ar fi dimensiunea și greutatea pieselor, compoziția lor. Se ia in considerare si sarcina la care trebuie supuse produsele deja lipite. Există mai multe metode de lipire și este mai bine să le cunoașteți pe toate pentru a o alege pe cea mai potrivită dacă este necesar.
Lipirea pieselor mari
Schema de lipire capilară a cuprului.
Dacă trebuie să lipiți piesele masive sau mari care nu pot fi încălzite la temperatura dorită cu un fier de lipit, se folosesc o torță și lipire de cupru. Fluxul în acest caz este borax. Putere lipire cupru-fosfor mai mare decât tabla standard.
Un strat subțire de flux este aplicat pe țeava sau sârma curățată mecanic. După aceea, se pune un fiting pe țeavă, de asemenea, curățat mecanic.Folosind un arzător cu gaz, joncțiunea este încălzită până când cuprul acoperit cu flux își schimbă culoarea. Fluxul ar trebui să devină argintiu la culoare, după care puteți adăuga lipire. Lipitura se topește instantaneu și pătrunde în golul dintre țeavă și fiting. Când picături de lipit încep să rămână pe suprafața țevilor, lipitura este îndepărtată.
Nu supraîncălziți țevile, deoarece acest lucru nu contribuie la apariția unui efect capilar mai mare. Dimpotrivă, cuprul încălzit până la negru este mai puțin lipit. Dacă metalul începe să se înnegrească, încălzirea trebuie oprită.
Fire de lipit sau sârmă
Lipirea cu clorură de zinc nu trebuie utilizată pentru a lipi firele subțiri de cupru, deoarece aceasta va distruge cuprul. Dacă nu este disponibil nici un flux, în acest caz puteți dizolva o tabletă de aspirină în 10-20 ml apă.
Schema sudării cuprului într-un mediu cu gaz inert.
Sârma de cupru sau piesele din fire de diferite secțiuni pot fi încălzite cu ușurință la temperatura dorită folosind un fier de lipit. Regimul de temperatură ar trebui să fie cel la care lipirea se topește, staniu sau plumb-staniu, iar lipirea se realizează și prin aceasta. Fluxurile trebuie să conțină colofoniu sau să fie făcute din colofoniu, ulei de lipit sau chiar colofoniu în sine poate fi folosit.
Suprafața firului este curățată de murdărie și peliculă de oxid, după care piesele sunt cositorite. Acest proces presupune aplicarea unui strat subțire de flux sau colofoniu pe cuprul încălzit, apoi lipirea, care este distribuită pe suprafață cât mai uniform posibil cu un fier de lipit. Părțile care trebuie conectate sunt conectate și încălzite din nou cu un fier de lipit până când lipirea deja solidificată începe să se topească din nou. Când se întâmplă acest lucru, fierul de lipit este îndepărtat și îmbinarea se răcește.
Piesele pot fi prinse într-o menghină astfel încât distanța dintre ele să fie de 1-2 mm. Fluxul se aplică pieselor și se încălzește. Lipirea este adusă în golul dintre părțile fierbinți, care se vor topi și umple golul. Temperatura de topire a lipitului pentru lipirea în acest fel trebuie să fie mai mică decât temperatura de topire a cuprului, astfel încât piesele să nu se deformeze. Piesa se răcește, apoi se spală cu apă și se finisează, dacă este necesar, cu șmirghel până când este netedă și uniformă.
Vase de lipit sau găuri de lipit în cupru
La lipirea vaselor se folosește staniu pur, al cărui punct de topire este mai mare decât cel al staniului sau al lipirii cu conținut de plumb. Uneori, pentru lipirea pieselor mari, se folosesc fiare de lipit cu ciocan, încălzite pe foc deschis cu un arzător cu gaz sau pistol. În viitor, totul se întâmplă conform schemei standard: curățarea, fluxul și cositorirea, îmbinarea pieselor și încălzirea cu un fier de lipit. Pentru acest fier de lipit este convenabil lipirea cu staniu pur.
Din interior, fitingul, de regulă, are o bordură care împiedică trecerea lui prin țeavă. Poate fi îndepărtat cu o pilă grosieră dacă fitingul trebuie împins pe țeavă mai mult decât s-a prevăzut și orificiul inutil trebuie lipit în acest fel.
Metode de verificare a etanșeității conexiunilor
Etanșeitatea conductei de gaz se verifică pe secțiuni. În situația cu blocurile de apartamente, un segment este selectat din locul în care combustibilul este injectat în clădire la robinete pentru echipamentele de uz casnic.
Dopurile sunt plasate la capetele secțiunii. Presiunea din conducte depășește cu 25% valorile standard. Căderea de presiune este un motiv pentru a verifica conexiunile.
Integritatea îmbinărilor, ramurilor și punctelor de conectare a echipamentelor este verificată în două moduri:
- Cu un indicator de scurgere de gaz.
- Prin aplicarea unei soluții de săpun, emulsie.
În primul caz, un semnal digital, sonor sau color al dispozitivului vă va anunța despre pericol. În al doilea, trebuie să monitorizați aspectul bulelor. Prezența lor indică o încălcare a integrității conexiunii.





Caracteristici ale instalării fitingurilor filetate
Datorită diferitelor tipuri de fitinguri filetate, conducta este capabilă să efectueze cele mai complexe coturi și viraje.

Cel mai obișnuit mod de a conecta structurile din metal/plastic este un fiting „american”. Un astfel de element, care are un cuplaj și filet la capete, vă permite să andocați ușor și rapid piese diferite.
Cel mai popular dispozitiv pentru joncțiunea elementelor polimerice și metalice este fitingul american, care este disponibil în diferite dimensiuni. Un dispozitiv convenabil cu un manșon de plastic și filet metalic este extrem de ușor de asamblat, permițându-vă să creați o conexiune strânsă fiabilă într-un timp scurt.
Instrucțiuni de instalare pas cu pas
Pentru a conecta o țeavă metalică la o țeavă din polipropilenă sau altă țeavă din plastic, trebuie să:
Folosind un fier de lipit special, sudați manșonul de montaj la capătul țevii polimerice și apoi așteptați ca îmbinarea să se răcească.
Aduceți piesa metalică la celălalt capăt al „americanului” și apoi strângeți firul. Pentru a etanșa îmbinarea, este indicat să o înfășurați suplimentar de-a lungul firului cu unul sau două straturi de bandă FUM, câlți sau fibră de in (puteți acoperi suplimentar cu silicon).
Garnitura trebuie strânsă întotdeauna manual: utilizarea instrumentelor este nedorită și chiar periculoasă.
Echipamentul special nu vă permite să controlați pe deplin forțele aplicate, ceea ce poate duce la deteriorarea piesei.
După finalizarea lucrării, este important să verificați rezistența fixării rezultate. Pentru a face acest lucru, doar porniți apa și asigurați-vă că nu există scurgeri.
Dacă umiditatea încă se filtrează prin îmbinare, puteți încerca să strângeți șurubul mai puțin. Cu un flux suplimentar de apă, este necesar să desfășurați din nou firul și să efectuați din nou toate manipulările.
Forma conexiunii finite poate fi schimbată prin înmuierea părții din plastic cu un uscător de păr de clădire și apoi făcând îndoirea necesară pentru proiect.
Conexiune țeavă metalică fără filet
Există situații în care o țeavă de plastic trebuie conectată la o piesă metalică care nu are filet.

Filetul de pe țeavă poate fi aplicat folosind un instrument special - un filet. In magazinele specializate gasesti atat modele mecanice cat si electrice ale unui astfel de aparat.
O problemă similară poate fi rezolvată cu o unealtă specială numită „filet” sau „tăietor de filet”, cu care puteți aplica caneluri pe o piesă din oțel sau fontă.
Există două opțiuni de montare:
- Electric, care include mai multe freze concepute pentru țevi de diferite diametre. Astfel de modele sunt confortabile și ușor de utilizat, dar au un cost ridicat.
- Un filet manual este mult mai ieftin, dar lucrul cu el necesită mai multă forță fizică și anumite abilități.
Puteți citi mai multe despre cum să tăiați fire pe țevi în articolul nostru.
Când utilizați tăietoare de fir, ar trebui să urmați câteva reguli simple:
Unealta nu poate fi utilizată dacă țeava se află la o distanță mică de perete.
Filetorul electric se încălzește rapid, așa că va trebui să vă odihniți periodic când prelucrați mai multe articole.
Când lucrați cu un jig de mână, este important să alternați mișcările, făcând o jumătate de tură înainte și un sfert de întoarcere, până când ați tăiat firul la lungimea dorită.
Pentru filetarea unei țevi, este necesar să curățați bine țeava, dacă este necesar, îndepărtați vopseaua existentă și șlefuiți fluxurile de metal. Apoi sculptați cu o unealtă electrică sau sculptată.
Canelurile tăiate sunt bine curățate și lubrifiate cu ulei solid, ulei sau alt lubrifiant și apoi utilizate pentru conectarea cu un fiting.
Sigilare cu fir de in
Această metodă este cea mai veche. Așa au fost sigilate îmbinările țevilor în apartamentele sovietice. Dacă nu există alți etanșanți în magazin, atunci se va găsi cu siguranță pastă de in și de instalații sanitare. Dar acest sigiliu are o serie de dezavantaje semnificative:
- Conform regulilor, inul este folosit în combinație cu ulei de uscare și plumb roșu. Plumbul previne coroziunea îmbinării, iar uleiul de uscare umple porii inului ca un polimer. Dar găsirea ingredientelor de înaltă calitate este destul de dificilă, așa că plumbul roșu este adesea înlocuit cu fier, care nu face decât să accelereze oxidarea componentelor metalice. Unii meșteri ies din situație folosind etanșanți auto pe bază de silicon.
- Complexitatea așezării firului de in pe fir. Ceea ce este atât de ușor pentru instalatorii experimentați poate provoca o mulțime de dificultăți unui nespecialist. Este puțin probabil că va fi posibilă înfășurarea corectă a inului pe conexiune prima dată, iar orice eroare în efectuarea acestei operațiuni va duce la faptul că sigiliul nu va dura foarte mult.
- Len nu tolerează foarte bine schimbarea condițiilor de muncă. Prin urmare, în sistemele de încălzire, firele sale se vor prăbuși mult mai repede. De asemenea, acest tip de etanșare nu răspunde bine la mediile agresive.
- Higroscopicitatea ridicată a materialului duce la umflarea acestuia, din cauza căreia articulațiile insuficient de puternice pot pur și simplu să se spargă. De exemplu, nu se recomandă utilizarea inului la etanșarea caloriferelor din aluminiu.
Problema ambalajului
Ambalarea racordurilor de gaz este o măsură defensivă împotriva scurgerilor. Pentru proces aveți nevoie de: in și pastă pentru învestirea îmbinărilor filetate.
- Din lenjeria folosită se smulge o șuviță mică.


- Dacă nu există crestături pe fir, acestea trebuie făcute. Se folosește un instrument special.

Datorită crestăturilor, lenjeria nu se desprinde în timpul înșurubarii filetului.
- Înfășurarea începe de la capătul firului. Continuă spre finalul său. Inul ar trebui să acopere partea superioară a firului destul de mult.


Acest volum este suficient pentru ca inul să fie fixat în rost.

Se dovedește o conexiune îngrijită.

- Lenjeria este învelită în pastă.


- Racordul finit este înșurubat.

- Elementul reciproc al americanului este înșirat (aici se folosește o cheie) și învelit într-un aparat de încălzire (radiator).


- Rezultat.




