- Alegerea unui loc și a metodei de instalare a unui radiator
- Metode de circulație a lichidului de răcire
- 5 mituri și fapte despre conductele de cupru pentru alimentarea cu apă
- Marcare și cost
- Metoda nr. 2: Canelare (canelură de rulare)
- Pregătirea și realizarea unei conexiuni cu caneluri moletate
- Testarea întregului sistem moletat
- Unelte de care ai nevoie
- Soiuri de produse din cupru
- Opțiuni pentru îmbinarea țevilor din cupru
- Imbinare de sudura
- Conexiune evazată
- Apăsați metoda de conectare
- Conexiuni de tip filet
- Auto-asamblare
- Clasificarea după materialele de fabricație
- Soiuri de produse din cupru
- Cu programare
- Dupa metoda de fabricatie
- După forma secțiunii
- După gradul de duritate
- Tipuri de bobinaj
Alegerea unui loc și a metodei de instalare a unui radiator
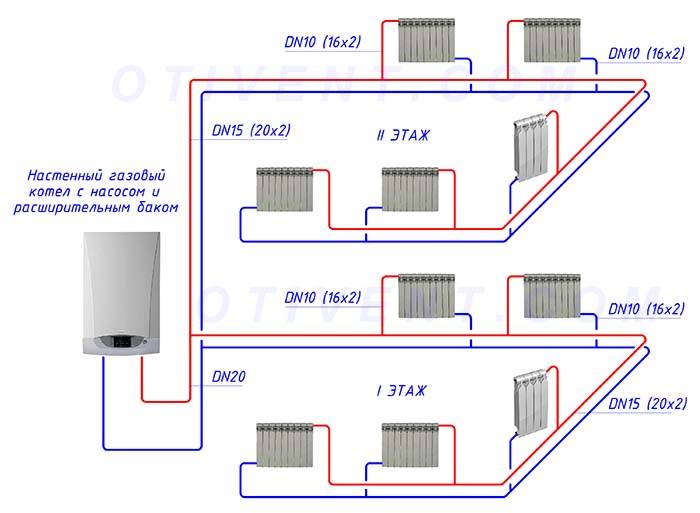
Opțiunile de conectare a radiatoarelor de încălzire depind de schema generală de încălzire a casei, de caracteristicile de design ale încălzitoarelor și de metoda de așezare a conductelor. Următoarele metode de conectare a radiatoarelor de încălzire sunt comune:
- Lateral (unilateral). Conductele de intrare și de evacuare sunt conectate pe aceeași parte, în timp ce alimentarea este situată deasupra. Metoda standard pentru clădirile cu mai multe etaje, atunci când alimentarea este de la conducta de ridicare. Din punct de vedere al eficienței, această metodă nu este inferioară celei diagonale.
- Inferior.În acest fel, sunt conectate radiatoare bimetalice cu racord de jos sau un radiator de oțel cu racord de jos. Conductele de alimentare și retur sunt conectate de jos pe partea stângă sau dreaptă a dispozitivului și conectate prin unitatea de conectare inferioară a radiatorului cu piulițe și supape de închidere. Piulița de îmbinare se înșurubează pe conducta inferioară a radiatorului. Avantajul acestei metode este amplasarea țevilor principale ascunse în podea, iar radiatoarele de încălzire cu conexiune inferioară se potrivesc armonios în interior și pot fi instalate în nișe înguste.
- Diagonală. Lichidul de răcire intră prin admisia superioară, iar returul este conectat din partea opusă la ieșirea inferioară. Tipul optim de conexiune care asigură încălzirea uniformă a întregii zone a bateriei. În acest fel, conectați corect bateria de încălzire, a cărei lungime depășește 1 metru. Pierderea de căldură nu depășește 2%.
- Şa. Alimentarea și returul sunt conectate la orificiile inferioare situate pe părțile opuse. Este utilizat în principal în sistemele cu o singură conductă când nu este posibilă o altă metodă. Pierderile de căldură ca urmare a circulației proaste a lichidului de răcire în partea superioară a dispozitivului ajung la 15%.
VEZI VIDEO
Atunci când alegeți un loc pentru instalare, sunt luați în considerare mai mulți factori pentru a asigura funcționarea corectă a dispozitivelor de încălzire. Instalarea se realizează în locurile cel mai puțin ferite de pătrunderea aerului rece, sub deschiderile ferestrelor. Este recomandat să instalați o baterie sub fiecare fereastră. Distanța minimă de la perete este de 3-5 cm, de la podea și pervazul ferestrei - 10-15 cm. Cu goluri mai mici, convecția se înrăutățește și puterea bateriei scade.
Greșeli tipice la alegerea locației de instalare:
- Spațiul pentru instalarea supapelor de control nu este luat în considerare.
- O distanță mică până la podea și pervazul ferestrei împiedică circulația adecvată a aerului, drept urmare transferul de căldură scade și camera nu se încălzește la temperatura setată.
- În loc de mai multe baterii amplasate sub fiecare fereastră și creând o perdea termică, se alege un calorifer lung.
- Instalarea de grilaje decorative, panouri care impiedica raspandirea normala a caldurii.
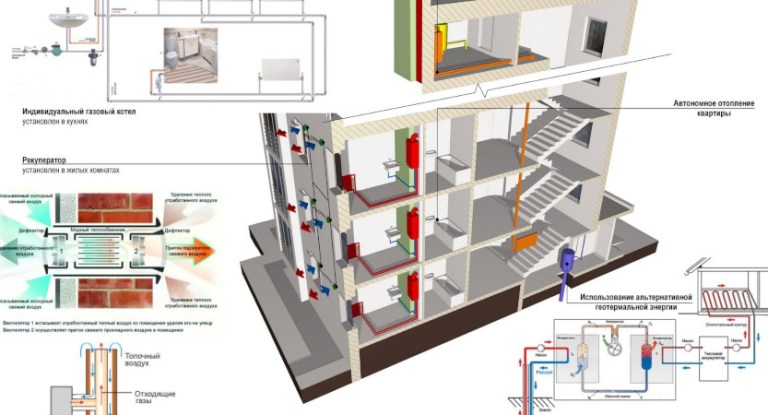
Metode de circulație a lichidului de răcire
Circulația lichidului de răcire prin conducte are loc în mod natural sau forțat. Metoda naturală (gravitațională) nu implică utilizarea unor echipamente suplimentare. Lichidul de răcire se mișcă din cauza unei modificări a caracteristicilor lichidului ca urmare a încălzirii. Lichidul de răcire fierbinte care intră în baterie, răcindu-se, capătă o densitate și o masă mai mare, după care cade, iar în locul lui intră un lichid de răcire mai fierbinte. Apa rece din retur curge prin gravitație în cazan și înlocuiește lichidul deja încălzit. Pentru funcționarea normală, conducta este instalată la o pantă de cel puțin 0,5 cm pe metru liniar.
Schema de circulație a lichidului de răcire în sistem folosind echipamente de pompare
Pentru alimentarea forțată cu lichid de răcire este obligatorie instalarea uneia sau mai multor pompe de circulație. Pompa este instalată pe conducta de retur în fața cazanului. Funcționarea încălzirii în acest caz depinde de alimentarea cu energie electrică, dar are avantaje semnificative:
- Este permisă utilizarea țevilor cu diametru mic.
- Rețeaua principală este instalată în orice poziție, vertical sau orizontal.
- Este necesar mai puțin lichid de răcire.
5 mituri și fapte despre conductele de cupru pentru alimentarea cu apă
Țevile de cupru sanitare au înzestrat cu o serie de neajunsuri din categoria mituri, din cauza concurenței și a lipsei de conștientizare.
1. Costul ridicat al conductei de cupru. Această idee s-a format datorită reclamei agresive a țevilor din plastic. Într-adevăr, țevile de cupru sunt de 2-3 ori mai scumpe decât cele din plastic, dar fitingurile din cupru costă de 30-50 de ori mai puțin decât cele din polimeri. Având în vedere că metodele de instalare a conductei pot fi utilizate la fel, atunci costurile de instalare a sistemelor din aceste materiale sunt aproximativ egale. Ca rezultat, costul conductei finalizate depinde foarte mult de topologia sistemului.
În cazul rețelelor lungi și neramificate (principale, de exemplu), conductele din plastic sunt mult mai ieftine. Când se folosesc materiale plastice scumpe, bune, care sunt concepute pentru niveluri ridicate de clorinare, dar nu sunt disponibile pe piața rusă, sistemele polimerice vor fi evident mai scumpe. Conductele de cupru pot fi instalate fără utilizarea fitingurilor, ceea ce o face mai ieftină. Și având în vedere durabilitatea și fiabilitatea ridicată a sistemelor din cupru, costul funcționării acestora este cu un ordin de mărime mai mic decât al celor din plastic. În cazul eliminării conductei de cupru uzate, fondurile cheltuite sunt returnate.
2. Cuprul este otrăvitor. Afirmație complet nefondată. Otrăvitori sunt doar compuși speciali de cupru produși de industrie (coloranți, vitriol albastru, altele) și care nu se formează în mod natural în conductă. Oxizii acestui metal, care sunt în principal o peliculă de protecție (patină) pe suprafața sa, nu sunt otrăvitori.Dimpotrivă, ele și cuprul însuși au un efect bactericid și bacteriostatic ușor, care, atunci când se utilizează apă dintr-o astfel de conductă, asigură o siguranță infecțioasă ridicată.
3. Clorul. Această substanță în forma sa pură este un agent oxidant foarte puternic, interzis pentru transport prin țevi de cupru. Impactul compușilor cu clor, inclusiv al celor utilizați pentru dezinfecția apei, cuprul tolerează complet nedureros. Dimpotrivă, interacțiunea cu aceste substanțe accelerează formarea unei rețele de protecție pe suprafața de cupru. Prin urmare, în SUA, în timpul spălării tehnologice a unei noi conducte, se realizează hiperclorurare pentru a obține rapid un strat protector.
„Problema clorului” a început cu cuprul odată cu introducerea țevilor din plastic pe piața instalațiilor sanitare. Acest lucru se datorează faptului că chiar și compușii de clor folosiți pentru dezinfectarea apei au un efect destul de dăunător asupra majorității materialelor plastice. Și regula de aur a marketingului de succes, după cum știți, spune: „Îndreptați-vă vina asupra unui concurent - lăsați-l să se justifice”.
4. Curenți rătăcitori. Aceștia sunt curenții care curg în pământ atunci când este folosit ca mediu conductor. În acest caz, duc la coroziunea obiectelor metalice din pământ. În acest sens, curenții vagabonzi nu au nicio legătură cu conductele de cupru, care sunt în mare parte interne.
Este interzisă utilizarea atât a sistemelor de cupru, cât și a celor din oțel ca electrod principal de împământare. Dacă această regulă este respectată cu strictețe, atunci nu vor apărea probleme electrice (inclusiv curenții paraziți). Împământarea, care funcționează în modul de urgență, trece numai curent de scurtă durată, care nu va dăuna conductei.Problemele apar numai atunci când sunt încălcate regulile fundamentale pentru proiectarea și funcționarea instalațiilor electrice.
Marcare și cost
Se fac țevi pentru încălzire, marcate conform GOST-urilor. De exemplu, produsele cu o grosime a peretelui de 0,8–10 mm sunt fabricate conform standardelor GOST 617-90. O altă denumire se referă la puritatea cuprului, reglementată de GOST 859-2001. În același timp, sunt permise mărcile M1, M1p, M2, M2p, M3, M3.










Prin marcaj, care este indicat pe produsele fabricate, puteți afla următoarele informații:
- forma secțiunii transversale. Desemnat prin literele KR.
- Lungime - acest indicator are marcaje diferite. BT - bay, MD - dimensional, KD - multidimensionalitate.
- Metoda de fabricare a produsului. Dacă elementul este sudat, pe el este indicată litera C. Pe produsele trase se pune litera D.
- Caracteristici speciale de operare. De exemplu, caracteristicile tehnice crescute sunt indicate de litera P. Indice de plasticitate ridicat - PP, precizie crescută de tăiere - PU, precizie - PS, rezistență - PT.
- Precizie de fabricație. Indicatorul standard este indicat de litera H, mărită - P.
Pentru a înțelege vizual cum să citiți marcajul, trebuie să înțelegeți un exemplu simplu - DKRNM50x3.0x3100. Decriptare:
- Este fabricat din cupru pur, desemnat de marca M1.
- Produsul este elastic.
- Forma este rotundă.
- Moale.
- Diametrul exterior - 50 mm.
- Grosimea peretelui - 3 mm.
- Lungimea produsului este de 3100 mm.
Producătorii europeni folosesc un sistem special de marcare DIN 1412. Ei aplică desemnarea EN-1057 elementelor sistemelor de alimentare cu apă și încălzire.Include numărul standardului în funcție de care sunt realizate țevile, un element suplimentar inclus în compoziție - fosfor. Este necesar pentru a crește rezistența la rugină.
Țevi de cupru într-o fabrică
Metoda nr. 2: Canelare (canelură de rulare)
Conductele create printr-o legătură cu caneluri de capăt (caneluri moletate) se practică de mult timp la construcția sistemelor de incendiu cu sprinklere (irigare). Din 1925, această metodă complet fiabilă de conectare a țevilor a fost utilizată pe conductele din oțel și fier pentru încălzire, ventilație, aer condiționat și alte sisteme.
Între timp, o metodă similară de conectare mecanică prin moletare este disponibilă și pentru țevile de cupru cu un diametru de 50 mm până la 200 mm. Kitul de conectare mecanică moletă conține:
- cuplaje,
- garnituri,
- diverse accesorii.
Sistemul mecanic de moletare oferă o alternativă practică la lipirea țevilor de cupru cu diametru mai mare. În consecință, metoda canelurii nu necesită încălzire suplimentară (folosind o flacără deschisă), ca în cazul lipirii sau lipirii moale.
Canelura moletată de la capătul țevii de cupru este unul dintre elementele principale ale metodei de conectare „canelura moletă”. Măsurarea după rulare determină montarea potrivită
Conexiunea cu caneluri se bazează pe proprietățile de ductilitate ale cuprului și pe rezistența crescută a acestui metal în timpul lucrului la rece. Proiectarea presupune etanșarea sistemului de prindere, pentru care se utilizează o garnitură din elastomer sintetic (EPDM - Ethylene Propylene Diene Methylene) și o clemă special concepută.O serie de producători din întreaga lume oferă instrumente pentru creare îmbinări moletate - garnituri, cleme, fitinguri.
Fitingurile de diferite dimensiuni și clemele de lucru cu garnituri sunt utilizate în proiectarea conexiunilor realizate prin metoda canelurii moletate
Pregătirea și realizarea unei conexiuni cu caneluri moletate
Ca și în cazul altor procese de îmbinare a cuprului fără lipire, pregătirea corectă a capătului țevii este de o importanță primordială pentru a crea o sudură puternică și etanșă. Alegerea corectă a sculei de moletare pentru fiecare tip de țeavă de cupru este, de asemenea, evidentă. Recomandările producătorului trebuie urmate pentru a asigura pregătirea sigură și fără probleme a acestor tipuri de conexiuni.
Tabel de presiuni și temperaturi admise pentru acest tip de conexiune
| Tipul conexiunii | Interval de presiune, kPa | Interval de temperatură, ºC |
| Canelură, D = 50,8 - 203,2 mm, tip K, L | 0 — 2065 | minus 35 / plus 120 pentru K minus 30 / plus 80 pentru L |
| Canelură de rulare, D = 50,8 - 101,2 mm, D = 50,8 - 203,2 mm tip M | 0 — 1725 | minus 35 / plus 120 |
| 0 — 1375 | minus 30 / plus 80 |
Proces pas cu pas pentru asamblarea unui nod cu caneluri de moletare:
- Tăiați la dimensiune capetele țevilor de cupru exact perpendicular pe axă.
- Îndepărtați bavurile după tăiere și teșire.
- Rulați canelurile la dimensiunile dorite, conform cerințelor producătorului fitingurilor.
- Inspectați fitingurile, garniturile, clemele pentru a vedea dacă nu sunt deteriorate.
- Ungeți garniturile conform recomandărilor producătorului.
Înainte de asamblarea finală, inspectați suprafețele de prindere pentru curățenie și reziduuri. Asamblați compusul conform recomandărilor producătorului.
Fragment asamblat practic al nodului folosind metoda „canelură de moletare”.Garniturile elastice ale suportului de prindere sunt tratate cu o cantitate mică de lubrifiant înainte de așezarea finală a țevilor de cupru.
Piulițele de cleme trebuie strânse în cele din urmă la cuplul necesar, conform recomandărilor producătorului. După strângerea șuruburilor, zona clemei trebuie reexaminată pentru a se asigura că ansamblul este asamblat corespunzător.
Testarea întregului sistem moletat
Testarea unui sistem complet de conducte poate fi efectuată prin aplicarea unei presiuni de aer sau apă asupra sistemului. De asemenea, metoda hidropneumatică nu este exclusă atunci când se aplică o presiune de încercare relativ mare.
Cu toate acestea, trebuie luat în considerare faptul că valoarea presiunii de încercare nu trebuie să depășească presiunea de lucru maximă admisă specificată de producătorul sistemului de caneluri moletate.
Unelte de care ai nevoie
Pentru a efectua o instalare competentă, trebuie să aveți următoarele instrumente:
- Dispozitiv de tăiat țevi - trebuie selectat în funcție de tipul specific de secțiune transversală a țevii. Poate fi mecanic sau manual;
- Slefuitor - poate fi bine inlocuit cu hartie abraziva;
- Lanternă cu gaz pentru lipirea țevilor de cupru sau fierul de lipit cu flux și lipit.
Lucrările încep cu elaborarea unui plan pentru sistemul de încălzire cu desemnarea obligatorie a locurilor în care se preconizează instalarea bateriilor. Următorul pas este tăierea țevii în lungimi tăiate. Trebuie avut în vedere că capetele trebuie să fie strict perpendiculare. Probele tăiate trebuie să fie fără bavuri. Rosturile trebuie curățate cu șmirghel cu granulație fină.










Se aplică un flux pe capătul curățat al țevii, după care acesta (capătul) este introdus în radiator sau fiting până se oprește.După aceea, lipirea este aplicată pe îmbinare pentru lipirea țevilor de încălzire din cupru. Părțile de împerechere de la joncțiune sunt încălzite cu un arzător cu gaz. Trebuie avut grijă să vă asigurați că flacăra nu atinge lipirea. Dar, în același timp, trebuie să se topească pentru a umple golurile dintre fiting și țeavă.
Soiuri de produse din cupru
Există mai multe clasificări ale țevilor de cupru. Să luăm în considerare unele dintre ele. În funcție de metoda de fabricație, produsele se disting:
- Necoace. Sunt realizate din metal pur prin ștanțare sau laminare. Ele se caracterizează printr-o rezistență ridicată la tracțiune, care este de aproximativ 450 MPa. În acest caz, ductilitatea metalului scade, ceea ce creează anumite restricții privind utilizarea pieselor.
- Recoaptă. Ele diferă prin tehnologia specială de procesare. Țevile sunt încălzite la 700C și apoi se răcesc treptat. Ca urmare, produsele își pierd oarecum rezistența, dar devin mai ductile. Astfel de țevi se întind perfect, chiar înainte de rupere, lungimea elementului poate crește de o dată și jumătate. Produsele recoapte sunt mai moi, ceea ce simplifică instalarea lor.
Forma secțiunii distinge elementele rotunde și dreptunghiulare. Acestea din urmă se disting printr-un cost mai mare, care se datorează complexității fabricării lor. Ele sunt utilizate pentru producerea de conductori în înfășurările statorice ale echipamentelor electrice răcite printr-o metodă lichidă. Dimensiunile standard ale produselor din cupru neizolate în ceea ce privește diametrul exterior variază de la 12 la 267 mm. În plus, fiecare dintre dimensiunile standard poate avea o grosime de perete diferită, care este în intervalul de la 0,6 la 3 mm. Pentru alimentarea cu gaz se folosesc produse cu grosimea minimă de 1 mm.În instalații sanitare, dimensiunile cele mai utilizate sunt 22, 18, 15, 12 pe 1 mm, 52 pe 2 mm și 42, 35, 28 pe 1,5 mm.
Țevile de cupru recoapte își pierd o oarecare rezistență, dar capătă plasticitate și moliciune deosebite, ceea ce facilitează procesul de instalare a acestora.
GOST 52318-2005 reglementează fabricarea pieselor de cupru în trei tipuri, care diferă prin gradul de duritate, proprietăți operaționale și mecanice:
- Moale. Desemnat M sau W, r sau F22 învechit. Rezistă expansiunii fără fisuri și ruperi în procesul de creștere a diametrului exterior cu 25%. Poate fi supus unei conexiuni la rece fără îndoire și fără montaj. Produsele sunt utilizate pentru amenajarea sistemelor de încălzire și de alimentare cu apă cu o distribuție a fasciculului de conducte către corpurile de încălzire și instalații sanitare, precum și pentru pompe de căldură, încălzire prin pardoseală și panouri.
- Semi solid. Marcaj P sau HH, versiunea învechită z. Piesele rezistă expansiunii în procesul de creștere a diametrului conductei cu 15%. Mai puțină ductilitate decât produsele moi necesită utilizarea căldurii pentru o conexiune fără montaj. Pentru îndoire veți avea nevoie de un îndoit de țevi.
- Solid. Denumirea T sau H, învechit z6 sau F30. În timpul instalării, dilatarea conductei are loc numai în timpul procesului de încălzire. Pentru a îndoi piesa se folosește un dispozitiv de îndoit țevi. Elementele solide, precum și semisolide, sunt folosite pentru amenajarea autostrăzilor fără schimbări frecvente ale direcției de mișcare și viraj. În plus, astfel de produse sunt utilizate pentru conducte care necesită rezistență mecanică crescută.
Unii producători produc țevi speciale cu opțiuni suplimentare care sunt solicitate pentru sistemele de încălzire și alimentare cu apă:
- Izolat cu o manta de polietilena cu pereti subtiri, a carei grosime este de 2-2,5 mm. Materialul este rezistent la solicitări chimice și mecanice, aplicat pe țevi cu un diametru de 12 până la 54 mm. Mantaua reduce pierderile de caldura prezente in sistemele de incalzire si previne formarea condensului pe conductele de apa rece.
- Cu izolație de protecție de 2,5 până la 3 mm grosime. Partea interioară a carcasei din polietilenă este echipată cu dinți longitudinali mici care formează canale de aer. Astfel, caracteristicile de izolare termică sunt îmbunătățite și devine posibilă realizarea expansiunii termice a conductei monolitice cu fluctuații de temperatură.
- Cu o carcasă termoizolatoare din materiale spumante: cauciuc sintetic, spumă de polietilenă, spumă poliuretanică moale etc. Lățimea stratului de izolație poate depăși 30 mm. Carcasa este utilizată pentru a reduce transferul ridicat de căldură în sistemele de apă caldă și de încălzire.
Dacă este necesar, puteți achiziționa piese speciale pentru adăpostirea și izolarea termică a conductelor instalate.
Fitingurile sunt folosite pentru conectarea pieselor din cupru. Gama lor este foarte largă. Ele diferă ca formă și sunt concepute pentru a realiza diverse tipuri de conexiuni.
Opțiuni pentru îmbinarea țevilor din cupru
La asamblarea încălzirii, se folosesc diverse metode de instalare. Așadar, andocarea țevilor de cupru se realizează printr-o metodă pliabilă și nepliabilă. În primul caz, se folosesc flanșe, elemente de fixare filetate, fitinguri, care se fixează automat.La proiectarea unui sistem de încălzire neseparabil, se utilizează presarea, lipirea și sudarea.
Imbinare de sudura
Să aruncăm o privire la procesul de sudare a țevilor de cupru. Această tehnică de andocare se aplică țevilor cu un diametru de 108 mm sau mai mult. Grosimea peretelui materialului de încălzire trebuie să fie de cel puțin 1,5 mm. Pentru a efectua lucrări de sudare, în acest caz, este necesar doar să faceți cap la cap, în timp ce temperatura adecvată ar trebui să fie de 1084 de grade. Merită adăugat că această opțiune de instalare a încălzirii nu este recomandat să fie făcută manual.
Până în prezent, constructorii folosesc mai multe tipuri de sudare:
- Sudarea pe gaz cu arzatoare de tip oxiacetilena.
- Sudarea cu electrozi consumabili, efectuată în mediu de gaz inert - argon sau heliu.
- Sudarea în care se folosesc electrozi neconsumabile.
În cele mai multe cazuri, metoda de sudare cu arc este utilizată pentru a îmbina elementele din cupru. Dacă conductele care urmează să fie utilizate pentru asamblarea conductei sunt fabricate din cupru pur, atunci este necesar să folosiți electrozi de tungsten nefuzibil într-un mediu cu argon, azot sau heliu. La sudarea elementelor de cupru, procesul trebuie să fie rapid. Acest lucru va preveni formarea diferitelor oxidări pe baza metalică a țevii.
Îmbinare de sudare a țevilor de cupru
Pentru a da rezistență unei astfel de conexiuni, la finalizarea lucrărilor de andocare, se recomandă efectuarea de forjare suplimentară a îmbinărilor rezultate.
Conexiune evazată
Se întâmplă ca utilizarea pistoletelor de sudură în timpul instalării sistemelor de încălzire creează unele inconveniente. În acest caz, se recomandă recurgerea la îmbinările țevilor de cupru evazate.Această metodă de instalare se va dovedi a fi detașabilă, ceea ce va juca un rol pozitiv în cazul unui ansamblu de încălzire forțată.
O operațiune de acest fel va necesita prezența obligatorie a unui dispozitiv de ardere. Vom încerca să descriem în detaliu cum să conectați conductele de încălzire prin evazare:
- pentru început, vârful țevii este curățat pentru a îndepărta de pe suprafața acesteia zgârieturile și bavurile formate în timpul tăierii materialului;
- pe țeavă se fixează un cuplaj;
- apoi conducta este introdusă într-un dispozitiv de strângere, cu ajutorul căruia se realizează o extindere suplimentară;
- atunci ar trebui să începeți să strângeți șurubul instrumentului până când unghiul capătului țevii ajunge la 45 de grade;
- după ce zona țevii este gata de conectare, trebuie adus un cuplaj la ea și piulițele trebuie strânse.
Puteți afla mai multe despre proces în videoclipul de mai jos.










Apăsați metoda de conectare
Pe lângă toate metodele de mai sus pentru instalarea țevilor de încălzire, există și o tehnică de presare. Pentru a îmbina elementele de cupru în acest caz, este necesar să introduceți capătul pregătit anterior al țevii în cuplare până când se oprește. După aceasta, va fi necesară utilizarea unei prese hidraulice sau manuale, prin care se vor fixa conductele.
Dacă încălzirea este planificată să fie asamblată din țevi cu pereți groși, vor fi necesare fitinguri de presare cu manșoane speciale de compresie. Aceste elemente fac posibilă comprimarea țevilor și fitingurilor pentru încălzire din interior, în timp ce etanșările exterioare vor asigura o etanșeitate excelentă a structurii.
Conexiuni de tip filet
Din păcate, este imposibil să găsiți pe piață țevi de cupru cu racorduri filetate și, prin urmare, este obișnuit să folosiți fitinguri care au o piuliță de îmbinare pentru a îmbina părți ale sistemului de încălzire.
Pentru îmbinarea țevilor de cupru cu țevi din alte materiale se folosesc fitinguri filetate din bronz sau alamă. Utilizarea lor elimină posibilitatea coroziunii galvanice. În cazul în care țevile diferă ca diametru, apelați la ajutorul expansoarelor speciale.
Având în vedere tipurile de etanșări utilizate astăzi pentru sistemele de încălzire din cupru, există două tipuri de conexiuni filetate:
- Consolidări de tip conic („american”). Aceste elemente sunt recomandate pentru instalarea de încălzire în condiții de indicatoare de temperatură ridicată.
- Conexiuni de tip plat. Astfel de materiale includ în proiectarea lor sigilii din materiale polimerice de diferite culori. Garniturile sunt vopsite în diferite culori pentru a indica temperaturile la care puteți lucra cu astfel de elemente.
Schema de racordare la conductele de cupru
Auto-asamblare
Instalarea conductei folosind țevi de cupru este destul de fezabilă cu propriile mâini. Pentru a face acest lucru, utilizați un arzător cu gaz și lipire, care este de două tipuri - tare și moale. Lipirea tare este utilizată pentru lipirea la temperatură înaltă în comunicații pentru alimentarea cu apă, gaz și încălzire. Moale - pentru lipirea la temperaturi mai scăzute în condiții casnice.

- perierea și șlefuirea interiorului rostului;
- aplicarea pastei de flux în interior și în exterior;
- încălzirea punctului de conectare cu un arzător pe gaz.
Profită de aceste sfaturi. Nu îndepărtați bavurile după tăierea marginilor țevilor cu șmirghel. Unul dintre capetele țevilor trebuie extins cu un expandator pentru țevi, astfel încât să se potrivească unul cu celălalt
Când aplicați pasta de flux, asigurați-vă că nu este prea mult și nu intră în lumenul țevii la lipire.
Este important să nu supraîncălziți joncțiunea, 15-20 de secunde sunt suficiente pentru a obține efectul. Încălzirea este oprită când fluxul capătă o culoare argintie.
Înainte de a începe sistemul finit, este recomandabil să-l clătiți cu apă presiune mare pentru a îndepărta toate particulele din procesul de instalare.
Lucrul cu flăcări deschise necesită măsuri de siguranță. Viața și sănătatea merită să aveți grijă în timpul acestor lucrări.
Conductele de cupru, datorită proprietăților lor excelente, s-au dovedit a fi o opțiune de încredere pentru un sistem de încălzire, împreună cu posibilitatea de alimentare cu apă caldă și rece.
Clasificarea după materialele de fabricație
Alegerea materialului depinde de sarcinile operaționale - presiune, debitul fluidului, (uneori și de densitatea acestuia), precum și de nivelul de rezistență hidraulică. La urma urmei, un fiting este o barieră suplimentară de curgere cauzată de diferite elemente adiacente - garnituri și caracteristici de proiectare ale produsului în sine - prezența mareelor, marginile, razele de curbură, secțiunile de tranziție etc.
Materialele care sunt recomandate pentru fabricarea pieselor în cauză sunt, de asemenea, selectate ținând cont de fabricabilitatea producției lor:
- Fontă. Mai des se folosesc fontele cu grafit nodular (gradul VCh100), care au o rezistență suficientă și o ductilitate satisfăcătoare. Destul de des există adaptoare din fontă ductilă de calitate SCH30 sau SCH35, precum și din fontă ductilă de clase KCh35-10 sau KCh 37-12. În unele cazuri, produsele finite sunt galvanizate pentru a le îmbunătăți prezentarea.
- Oţel.Se folosește în mare parte oțel inoxidabil de calitate 08X18H10, precum și omologii săi străini. Alte grade sunt utilizate în sistemele proiectate pentru pomparea mediului coroziv la temperaturi ridicate care sunt contaminate cu particule abrazive. Aici se utilizează oțel tip 45X. 40HN. 40HNM și altele asemenea.
- Alamă. Când se utilizează tehnologia de deformare plastică, aceștia sunt ghidați de mărcile de alamă deformabilă: obișnuit de la L70, multicomponent - LA-77-2, LN 65-5. Din alamă turnată - LTs40S, LTs25S2 etc.
- Metal-plastice pe bază de aluminiu deformabil și polietilenă de calitate PE-X sau PE-RT.
- Polietilenă de joasă presiune (HDPE). La sarcini operaționale reduse, se folosesc polimeri care sunt fabricați în conformitate cu cerințele tehnice ale GOST 16338-85.

Fitinguri pentru conducte HDPE: tipuri de fitinguri și opțiuni pentru conectarea conductelor În construcții, conductele din HDPE sunt din ce în ce mai utilizate. De aceea este în creștere și cererea de elemente de armare. Cu ajutorul lor, instalarea conductelor devine ușoară și rapidă...










Soiuri de produse din cupru
În prezent, există mai multe varietăți de țevi de cupru. Mai jos sunt cele principale.
Cu programare
Următoarele tuburi sunt utilizate în scopul propus:
- pentru mobilier - din crom - 25 mm;
- pentru echipamente comerciale - un produs oval - 25 mm;
- la fabricarea suporturilor de mobilier - 50 mm (bară);
- pentru camera de bucătărie - 50 și 26 mm (balustradă și bară).
La fabricarea mobilierului se folosește țeavă cromată a mobilierului. Este folosit în structura principală a mobilierului - ca bară metalică. Spre deosebire de rotund, are o secțiune transversală dreptunghiulară. Cel mai des folosit profil este 40*100, 40*80, 50*50.
Este instalat numai pe o suprafață plană și, de asemenea, folosit în reparații și în fabricile de mașini - atunci când se creează un cadru puternic.
Dupa metoda de fabricatie
În funcție de metoda de fabricație, astfel de tuburi de cupru sunt utilizate ca:
Conducte de cupru necoacete. Este realizat din metal pur folosind ștanțare.
Are o rezistență ridicată la tracțiune. În acest caz, metalul devine mai puțin ductil, după care există unele restricții privind utilizarea unui astfel de tub.
Țevile de cupru recoapte sunt din plastic, această calitate facilitează procesul de instalare
Teava de cupru recoapta. Trece printr-o tehnologie specială de procesare. Se încălzește la 700 de grade Celsius și apoi se răcește. În acest caz, elementele conductei devin mai puțin puternice, dar mai flexibile.
În plus, se întind bine - înainte de rupere, lungimea lor crește de 1,5 ori.
Produsele de conducte recoapte sunt mai moi, astfel încât instalarea lor este mai rapidă și mai ușoară.
După forma secțiunii
După forma secțiunii, ele disting:
- conducte rotunde de apă;
- elemente de conductă având forma unui dreptunghi. Ele sunt utilizate pentru a crea conductori în înfășurarea statorului a echipamentelor electrice, care este răcit printr-o metodă lichidă.
Dimensiunile țevilor de cupru pot fi determinate de diametrul exterior, care este de 12-267 mm. În acest caz, orice dimensiune a țevii are o anumită grosime a peretelui egală cu 0,6–3 mm.
La conducerea gazului în case, se folosesc țevi care au o grosime de cel puțin 1 mm.
La instalarea instalațiilor sanitare, în multe cazuri se folosește o conductă sanitară de cupru, care are dimensiuni precum: 12, 15, 18, 22 cu 1 mm, 28, 35, 42 cu 1,5 mm și 52 cu 2 mm.
După gradul de duritate
După gradul de duritate se folosesc tuburi de cupru, cum ar fi:
Moale. Denumirea este M sau W. Ele sunt capabile să reziste expansiunii fără crăpare și rupere atunci când diametrul exterior se extinde cu 25%.
Astfel de produse pentru conducte sunt utilizate atunci când se creează un sistem de încălzire sau se instalează conducte pentru alimentarea cu apă a consumatorilor. În același timp, se realizează o distribuție a fasciculului de conducte către dispozitivele sanitare și de încălzire.
Elementele moi de conductă în majoritatea cazurilor sunt utilizate în construcția și repararea conductelor de apă. Conexiunea lor este considerată cea mai simplă - andocarea se poate face fără utilizarea de echipamente suplimentare.








Conductele de cupru pot rezista la temperatura ridicata a lichidelor transportate prin ele
Semi solid. Au următoarele denumiri - P sau NN. Astfel de produse pentru conducte sunt capabile să reziste expansiunii cu o creștere a diametrului cu 15%.
Când sunt instalate, încălzirea este utilizată pentru a conecta tuburile fără utilizarea fitingurilor. Pentru îndoirea sau îndoirea produselor semisolide, se folosește un îndoit de țevi pentru țevi de cupru.
Solid. Sunt desemnate prin următoarele litere - T sau H. Când sunt instalate, distribuția se face numai în timpul încălzirii. Pentru a îndoi țeava, utilizați un dispozitiv de îndoit țevi.
Ultimele 2 tipuri de produse din cupru sunt folosite la constructia diferitelor autostrazi.
De asemenea, astfel de piese sunt utilizate în construcția unei conducte, care ar trebui să aibă rezistență mecanică crescută.
Sigilarea unor astfel de tuburi este considerată un proces important. La urma urmei, demontarea lor poate avea loc în orice moment - de exemplu, atunci când etanșantul este epuizat. În cazul unei astfel de situații, va fi necesară refacerea completă a îmbinărilor.
Tipuri de bobinaj
Producătorii folosesc diferite tipuri de înfășurări pentru țevi de cupru:
- bandă FUM. Această bandă este utilizată în toate tipurile de conexiuni filetate;
- etanșant de întărire pentru instalații sanitare. Un astfel de material este utilizat atât la diferite întreprinderi, cât și în viața de zi cu zi;
- etanșant de casă pentru instalații sanitare. Conductele care sunt instalate în casele anilor 1940 nu au scurgeri.
De asemenea, această metodă poate fi aplicată dacă este necesar să se facă încălzire din țevi de cupru.
Dacă plumbul roșu nu este disponibil, atunci ar trebui utilizată vopsea PF obișnuită.
Etanșarea atunci când se lucrează cu sisteme conductoare de fluid este obligatorie