
- 1 Țevi de cupru pentru alimentare cu apă - caracteristici și avantaje tehnologice
- Metode de conectare
- Montare
- Cum să lipiți țevile de cupru, instrucțiuni pas cu pas
- Pregătirea conexiunii
- Aplicarea fluxului
- Lipirea
- Soiuri de produse din cupru
- Cu programare
- Dupa metoda de fabricatie
- După forma secțiunii
- După gradul de duritate
- Tipuri de bobinaj
- Ce fitinguri sunt pe piata?
- Opțiunea #1 - elemente de compresie
- Opțiunea #2 - fitinguri capilare
- Opțiunea #3 - fitinguri de presare
- Tipuri de produse de montaj
- Nuanțele de montare și lipire a țevilor de toate diametrele
- Lucrează pas cu pas în 7 pași
- Specificații
- Clasificarea conductelor
- Cerințele de reglementare
- Instalarea tevilor de cupru pentru alimentarea cu apa
- Instrumente și materiale necesare
- Progresul lucrărilor
- Caracteristici de montare
1 Țevi de cupru pentru alimentare cu apă - caracteristici și avantaje tehnologice
În primul rând, cuprul tevi pentru instalatii sanitare atractive pentru puterea lor. Produsele solide cu diametrul de 12 mm, având o grosime a peretelui de numai 1 mm, sunt proiectate pentru o presiune de lucru de 100 bar la o temperatură de 250 °C. Conducta de cupru pe fitinguri, asamblată prin lipire dură, rezistă la sarcini maxime de peste 500 atm și temperaturi de până la 600 °C. Multe materiale devin fragile pe măsură ce temperatura scade.Cuprul este o excepție - rezistența și ductilitatea acestui metal cresc odată cu scăderea temperaturii.
Această proprietate asigură admisibilitatea înghețului și decongelarii repetate a țevilor de cupru (în funcție de duritatea produselor de până la 3 ori). Chiar dacă are loc un accident, acesta este doar într-un singur loc, spre deosebire de conductele de oțel, în care impulsul se răspândește în toată conducta. Prin urmare, eliminarea consecințelor înghețului produselor din cupru nu este dificilă, iar sistemul de oțel trebuie înlocuit complet.

Țevile de cupru sunt ușor de prelucrat și foarte avansate din punct de vedere tehnologic în orice parte a instalației: la trecerea găurilor, îndoirea în jurul colțurilor și a altor obstacole, instalarea echipamentelor, montarea unei ramuri pe o conductă deja terminată. Pentru toate lucrările, este nevoie de un instrument simplu mecanizat și manual.
Sistemele de cupru sunt universale - fitingurile și țevile de același standard sunt utilizate pentru toate tipurile de utilități. Acest lucru asigură utilizarea unei singure metode de instalare și a aceluiași echipament. Cea mai comună și cea mai fiabilă metodă de îmbinare a țevilor de cupru este lipirea capilară. Lățimea de lipit, chiar și la diametre mici, nu este mai mică de 7 mm și conferă o rezistență de instalare mai mare decât cea a metodelor de conectare cunoscute, inclusiv orice tip de sudare.

În timpul testelor, a existat întotdeauna o rupere în corpul țevii, iar etanșeitatea îmbinărilor, inclusiv a celor deservite, nu a fost niciodată ruptă. Lipirea capilară permite asamblarea rapidă și ușoară. Avantajele sale sunt deosebit de evidente în comparație cu sudarea, care necesită o mai mare precizie și grijă atunci când se lucrează cu țevi din plastic, sau echipamente voluminoase în cazul sistemelor din oțel.
Pe lângă conexiunile de înaltă durabilitate și fiabilitate (presare, lipire, sudură), există și cele care nu necesită abilități și unelte speciale - folosind fitinguri pentru instalare rapidă în caz de accidente, precum și în sistemele fără presiune (auto -blocare, compresie și așa mai departe). Acest lucru oferă eficiență și flexibilitate în munca instalatorului. Filetarea țevilor de cupru este interzisă, dar fitingurile combinate permit o trecere simplă la filetare prin presare sau lipire.
Datorită plasticității cuprului, este posibilă, folosind un expandator mecanizat sau manual, conectarea țevilor prin lipire capilară fără utilizarea fitingurilor. Acest lucru face posibilă (în unele cazuri în mod semnificativ) reducerea costului sistemului în timpul instalării acestuia. Modul de conectare asigură stabilitatea garantată a parametrilor și fiabilitatea sistemului.
Este permisă încorporarea unei conducte de cupru în pereți și podele, dacă produsele sunt utilizate în izolație, țeavă ondulată, înveliș, unde dilatarea termică este asigurată din cauza fluctuațiilor de temperatură a apei furnizate sau montate într-o cutie. Conexiunile deservite nu trebuie să fie monolitice fără a oferi acces la ele. Când sunt deschise, țevile de cupru sunt foarte plăcute din punct de vedere estetic, pot fi vopsite, dar necesită un aranjament care să prevină riscul deteriorării accidentale.
Metode de conectare
Instalarea acestor produse se poate face in doua moduri: prin racordare filetata sau prin lipire. Cuprul și aliajele formate pe baza acestuia pot fi îmbinate atât prin lipire la temperatură înaltă, cât și prin lipire la temperatură joasă.

Pentru sistemele de alimentare cu apă, lipirea la temperatură joasă este utilizată în principal folosind diverse lipituri, cu excepția plumb-staniu.Conțin o proporție mare de plumb, care nu poate fi folosit. pentru lipirea conductelor de apă potabilă. Pentru asamblarea unor astfel de sisteme, este mai bine să alegeți lipituri care conțin staniu-cupru sau argint. Ele creează o cusătură de bună calitate și îndeplinesc toate cerințele de rezistență, fiabilitate și durabilitate ale sistemelor de instalații sanitare. Ca flux, puteți lua colofoniu - pastă de vaselină, care include colofoniu, clorură de zinc și vaselină tehnică. Are o consistență de pastă ușor de aplicat.
Montare
Instalarea conductelor de cupru se realizează folosind conexiuni speciale - fitinguri sau prin sudură. Prin presare sau fitinguri pliabile, țevile sunt ferm legate de elementele sistemului de încălzire, cu toate acestea, sudarea este cel mai des utilizată. La instalarea țevilor de cupru recoapte în locurile în care este necesar, acestea pot fi îndoite astfel încât numărul total de îmbinări și îmbinări să fie redus. Pentru aceasta, se folosește un îndoit de țevi, datorită căruia este posibil să se obțină panta necesară fără a compromite permeabilitatea generală a sistemului.

Instalarea fitingurilor de compresie nu necesită echipamente speciale: țeava este pur și simplu introdusă în canelura până se oprește, apoi este înșurubată strâns cu o piuliță, în timp ce materialul în sine trebuie apăsat pe corpul fitingului. Pentru a obține o potrivire maximă și o etanșare completă, trebuie utilizate două chei. Acesta este tot echipamentul de care ai nevoie. Cu toate acestea, nu trebuie să uităm de specificul elementelor de fixare cu sertizare, care implică controlul complet al etanșeității - astfel de sisteme încep periodic să „picure”, motiv pentru care îmbinările nu trebuie să fie pereți, accesul la țevi ar trebui să fie deschis.

Fitingurile de presare sunt instalate folosind mașini de presare speciale, aceasta este o opțiune de instalare destul de costisitoare, cu toate acestea, conexiunea este puternică și fiabilă, dar dintr-o singură piesă. Experții observă că lipirea capilară este considerată cea mai universală metodă de instalare a conductelor de cupru; această metodă vă permite să conectați segmente de conducte de același diametru între ele. Pentru a face acest lucru, evazarea se efectuează la unul dintre capete, adică diametrul său este ușor crescut, acest lucru vă permite să introduceți o țeavă în alta.

Îmbinarea este curățată cu un burete special sau o perie metalică, iar apoi suprafețele îmbinate sunt acoperite cu flux - aceasta este o compoziție specială care asigură aderența maximă a metalului la lipire. Țevile tratate în acest fel sunt introduse secvențial una în alta, astfel încât spațiul dintre ele să nu depășească o fracțiune de milimetru. În continuare, lipitul este încălzit cu o pistoletă sudată, iar când materialul atinge temperatura de topire, toate golurile apărute sunt turnate cu compoziția topită.

După ce cusătura este umplută, aceasta trebuie să fie răcită, pentru aceasta puteți coborî îmbinarea în apă sau pur și simplu o puteți lăsa în aer liber. În general, acest proces, ca și repararea, este destul de simplu, totuși, necesită acuratețe, minuțiozitate și respectarea reglementărilor de siguranță. Țevile de cupru sunt plăcute din punct de vedere estetic, dar uneori utilizatorii pictează astfel de produse, astfel încât conductele să se potrivească conceptului general al interiorului.

Este foarte important ca vopseaua folosită pentru aceasta să îndeplinească următoarele condiții:
- acoperirea nu trebuie să-și schimbe culoarea sub influența temperaturii ridicate;
- vopseaua trebuie să protejeze în mod fiabil împotriva oricărui tip de influențe externe;
- chiar și peelingul minim este inacceptabil.

Este recomandabil să acoperiți țevile cu un grund înainte de a aplica vopseaua, experții recomandă utilizarea unei compoziții plumb-plumb roșu. Rețineți că vopseaua nu se absoarbe în cupru, așa că trebuie să o întindeți foarte atent cu o perie. Și chiar și în acest caz, o acoperire mai mult sau mai puțin uniformă poate fi realizată numai după 2-3 straturi. Cu toate acestea, puteți folosi și vopsea dintr-o cutie de spray, aceasta se așează mult mai uniform.








Cum să conectați țevile de cupru cu propriile mâini, vedeți următorul videoclip.
Cum să lipiți țevile de cupru, instrucțiuni pas cu pas
Lucrul pas cu pas vă permite să obțineți conexiuni de înaltă calitate. Când efectuați procesul, nu trebuie să vă grăbiți, trebuie să urmați toate regulile și recomandările.
Pregătirea conexiunii
În prima etapă, sunt pregătite părțile necesare din dimensiunile necesare. Pentru tăiere, se folosește un tăietor de țevi, care trebuie să fie amplasat strict perpendicular pe conductă. În primul rând, țeava este prinsă în suportul pentru scule între lamă și rolele de susținere.
 Cuțitul se rotește o dată sau de două ori în jurul segmentului de tăiat.
Cuțitul se rotește o dată sau de două ori în jurul segmentului de tăiat.
Apoi mecanismul cu șurub este strâns. După aceea, procesul de tăiere se repetă. Astfel de acțiuni sunt efectuate până când are loc tăierea finală a țevii.
Pentru a pregăti piese de dimensiunea necesară, puteți folosi și un ferăstrău cu o lamă de metal. Cu toate acestea, nu este întotdeauna posibil să se efectueze o tăiere uniformă cu un astfel de instrument. Mai mult, atunci când utilizați un ferăstrău, se formează o mulțime de pilitură de metal.
Prin urmare, trebuie să acordați o mare atenție, astfel încât acestea să nu intre în sistem.La urma urmei, rumegușul poate provoca deteriorarea echipamentelor scumpe sau congestionarea comunicațiilor de inginerie.
 Cuțitorul de țevi vă permite să obțineți o tăietură dreaptă. Apoi bavurile sunt îndepărtate de la capătul țevii.
Cuțitorul de țevi vă permite să obțineți o tăietură dreaptă. Apoi bavurile sunt îndepărtate de la capătul țevii. Suprafața interioară a produsului este curățată și degresată. Aceleași acțiuni sunt efectuate cu al doilea segment.
Suprafața interioară a produsului este curățată și degresată. Aceleași acțiuni sunt efectuate cu al doilea segment.
În următoarea etapă, se folosește un expandor de țeavă sau un laminare. Vă permite să măriți diametrul unuia dintre segmente, astfel încât piesele să poată fi conectate. Distanța dintre ele trebuie să fie de 0,02-0,4 mm. La valori mai mici, lipitul nu va putea pătrunde în el, iar la dimensiuni mai mari, nu va exista efect capilar.
Aplicarea fluxului
Fluxul se aplică într-un strat uniform într-o cantitate minimă pe suprafața exterioară a produsului care este introdus în segmentul conectat.
 Operația se realizează cu o perie. Poate fi inclus în trusa de reactivi.
Operația se realizează cu o perie. Poate fi inclus în trusa de reactivi.
În absența acesteia, se folosește o pensulă. Este necesar să folosiți un instrument care să nu lase fibre.
Lipirea
Procesul începe cu conectarea pieselor conductei. Se realizează după utilizarea fluxului.
 Nu trebuie să existe materii străine pe suprafața umezită.
Nu trebuie să existe materii străine pe suprafața umezită.
Când conducta și fitingul sunt conectate, ultimul element se rotește până când este așezat complet pe segmentul de conductă. Această acțiune permite, de asemenea, ca fluxul să fie distribuit în întreaga zonă care trebuie îmbinată. Dacă din golul dintre părți iese un consumabil, acesta se îndepărtează cu un șervețel sau o cârpă, deoarece este o compoziție agresivă de origine chimică.
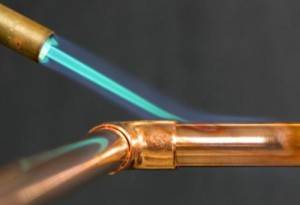
Procesul de lipire la temperatură scăzută începe odată cu pornirea arzătorului. Flacăra sa este îndreptată către locul de îmbinat și se deplasează constant de-a lungul îmbinării pentru încălzirea sa uniformă.După încălzirea pieselor, lipirea este aplicată pe spațiul dintre ele. Consumabilele vor începe să se topească dacă joncțiunea a fost suficient încălzită. În acest moment, lanterna trebuie scoasă din îmbinare deoarece consumabilele vor umple golul. Lipitura moale nu trebuie încălzită special. Topirea materialului consumabil are loc sub influența căldurii din părțile încălzite.
 Lipirea moale a țevilor de cupru
Lipirea moale a țevilor de cupru
Conexiunile elementelor conductei sunt realizate cu control constant al încălzirii cuprului. Metalul nu trebuie supraîncălzit! Dacă această regulă nu este respectată, fluxul va fi distrus. Prin urmare, oxizii nu sunt îndepărtați din piese. Ca urmare, calitatea cusăturilor este redusă.
Lipirea tare începe cu încălzirea uniformă și rapidă a pieselor de îmbinat. Se realizează folosind o flacără de culoare albastru strălucitor de intensitate moderată.
Lipirea este aplicată pe îmbinare atunci când elementele sunt încălzite la o temperatură de 750°C. Atinge valoarea dorită atunci când cuprul devine o culoare vișinie închisă. Pentru o topire mai bună a lipitului, acesta poate fi încălzit suplimentar cu o torță.
După ce cusătura s-a răcit, îmbinarea este șters cu o cârpă pentru a îndepărta reziduurile de flux. În caz contrar, substanța poate provoca distrugerea cuprului. Dacă s-a format un aflux de lipit pe suprafața conductei, acesta este îndepărtat cu șmirghel.
Soiuri de produse din cupru
În prezent, există mai multe varietăți de țevi de cupru. Mai jos sunt cele principale.







Cu programare
Următoarele tuburi sunt utilizate în scopul propus:
- pentru mobilier - din crom - 25 mm;
- pentru echipamente comerciale - un produs oval - 25 mm;
- la fabricarea suporturilor de mobilier - 50 mm (bară);
- pentru camera de bucătărie - 50 și 26 mm (balustradă și bară).
La fabricarea mobilierului se folosește țeavă cromată a mobilierului. Este folosit în structura principală a mobilierului - ca bară metalică. Spre deosebire de rotund, are o secțiune transversală dreptunghiulară. Cel mai des folosit profil este 40*100, 40*80, 50*50.
Este instalat numai pe o suprafață plană și, de asemenea, folosit în reparații și în fabricile de mașini - atunci când se creează un cadru puternic.
Dupa metoda de fabricatie
În funcție de metoda de fabricație, astfel de tuburi de cupru sunt utilizate ca:
Conducte de cupru necoacete. Este realizat din metal pur folosind ștanțare.
Are o rezistență ridicată la tracțiune. În acest caz, metalul devine mai puțin ductil, după care există unele restricții privind utilizarea unui astfel de tub.
Țevile de cupru recoapte sunt din plastic, această calitate facilitează procesul de instalare
Teava de cupru recoapta. Trece printr-o tehnologie specială de procesare. Se încălzește la 700 de grade Celsius și apoi se răcește. În acest caz, elementele conductei devin mai puțin puternice, dar mai flexibile.
În plus, se întind bine - înainte de rupere, lungimea lor crește de 1,5 ori.
Produsele de conducte recoapte sunt mai moi, astfel încât instalarea lor este mai rapidă și mai ușoară.
După forma secțiunii
După forma secțiunii aloca:
- conducte rotunde de apă;
- elemente de conductă având forma unui dreptunghi. Ele sunt utilizate pentru a crea conductori în înfășurarea statorului a echipamentelor electrice, care este răcit printr-o metodă lichidă.
Dimensiunile țevilor de cupru pot fi determinate de diametrul exterior, care este de 12-267 mm. În acest caz, orice dimensiune a țevii are o anumită grosime a peretelui egală cu 0,6–3 mm.
Atunci când se conduc gazul către case, se folosesc țevi care au o grosime egală cu 1 mm cel putin.
La instalarea instalațiilor sanitare, în multe cazuri se folosește o conductă sanitară de cupru, care are dimensiuni precum: 12, 15, 18, 22 cu 1 mm, 28, 35, 42 cu 1,5 mm și 52 cu 2 mm.
După gradul de duritate
În funcție de gradul de duritate, se folosesc tuburi de cupru, cum ar fi:
Moale. Denumirea este M sau W. Ele sunt capabile să reziste expansiunii fără crăpare și rupere atunci când diametrul exterior se extinde cu 25%.
Astfel de produse pentru conducte sunt utilizate atunci când se creează un sistem de încălzire sau se instalează conducte pentru alimentarea cu apă a consumatorilor. În același timp, se realizează o distribuție a fasciculului de conducte către dispozitivele sanitare și de încălzire.
Elementele moi de conductă în majoritatea cazurilor sunt utilizate în construcția și repararea conductelor de apă. Conexiunea lor este considerată cea mai simplă - andocarea se poate face fără utilizarea de echipamente suplimentare.
Conductele de cupru pot rezista la temperatura ridicata a lichidelor transportate prin ele
Semi solid. Au următoarele denumiri - P sau NN. Astfel de produse pentru conducte sunt capabile să reziste expansiunii cu o creștere a diametrului cu 15%.
Când sunt instalate, încălzirea este utilizată pentru a conecta tuburile fără utilizarea fitingurilor. Pentru îndoirea sau îndoirea produselor semisolide, se folosește un îndoit de țevi pentru țevi de cupru.
Solid. Sunt desemnate prin următoarele litere - T sau H. Când sunt instalate, distribuția se face numai în timpul încălzirii. Pentru a îndoi țeava, utilizați un dispozitiv de îndoit țevi.
Ultimele 2 tipuri de produse din cupru sunt folosite la constructia diferitelor autostrazi.
De asemenea, astfel de piese sunt utilizate în construcția unei conducte, care ar trebui să aibă rezistență mecanică crescută.
Sigilarea unor astfel de tuburi este considerată un proces important. La urma urmei, demontarea lor poate avea loc în orice moment - de exemplu, atunci când etanșantul este epuizat. În cazul unei astfel de situații, va fi necesară refacerea completă a îmbinărilor.








Tipuri de bobinaj
Producătorii folosesc diferite tipuri de înfășurări pentru țevi de cupru:
- bandă FUM. Această bandă este utilizată în toate tipurile de conexiuni filetate;
- etanșant de întărire pentru instalații sanitare. Un astfel de material este utilizat atât la diferite întreprinderi, cât și în viața de zi cu zi;
- etanșant de casă pentru instalații sanitare. Conductele care sunt instalate în casele anilor 1940 nu au scurgeri.
De asemenea, această metodă poate fi aplicată dacă este necesar să se facă încălzire din țevi de cupru.
Dacă plumbul roșu nu este disponibil, atunci ar trebui utilizată vopsea PF obișnuită.
Etanșarea atunci când se lucrează cu sisteme conductoare de fluid este obligatorie
Ce fitinguri sunt pe piata?
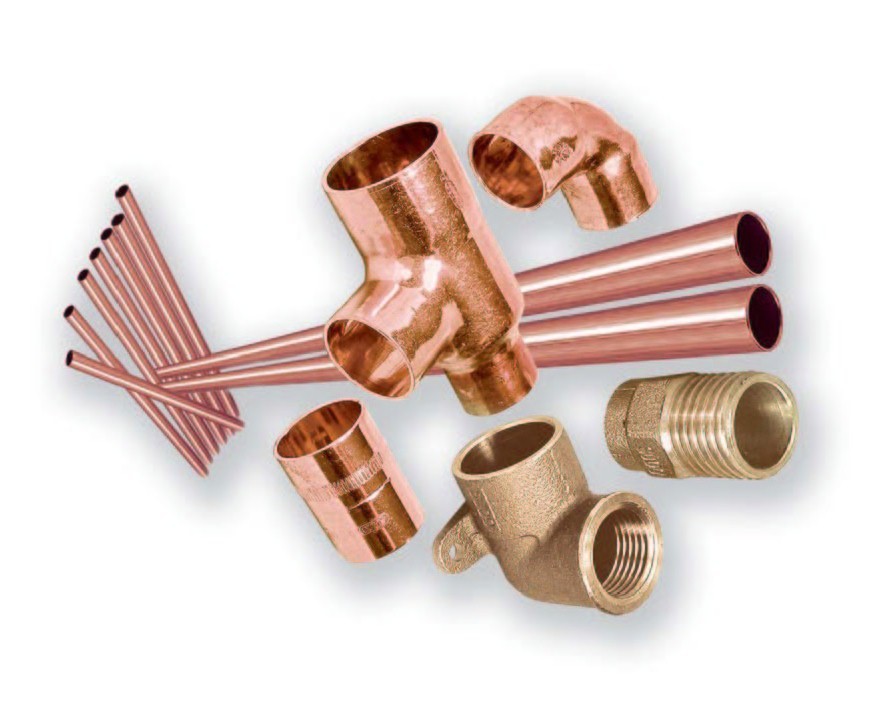
Conductele de cupru sunt destul de simple și ușor de instalat. Acest lucru se datorează prezenței unui număr mare de tipuri de conexiuni și fitinguri pentru acestea, ceea ce face posibilă realizarea unor sisteme de configurație complexă. La efectuarea lucrărilor de instalare, nu este nevoie de echipamente speciale voluminoase. Conexiunile în conductele de cupru sunt considerate cele mai fiabile elemente. În funcție de metoda de conectare utilizată, există mai multe tipuri de fitinguri.
Opțiunea #1 - elemente de compresie
Piesele sunt echipate cu un inel special de compresie, care asigură etanșeitatea conexiunii și fixează fitingul pe țeavă. Elementul este strâns manual folosind o piuliță și o cheie. Principalul avantaj al pieselor de compresie este ușurința de instalare.Nu necesită echipament special sau încălzire. Cu această metodă, puteți monta conducta în cele mai inaccesibile locuri. Costurile cu manopera de instalare sunt mici, iar sistemul rezultat este destul de durabil si etans. Fitingurile de compresie au, de asemenea, dezavantaje. Nu sunt proiectate pentru presiune ridicată, trebuie verificate și strânse periodic. Este imposibil de concretizat astfel de detalii.
Teoretic, elementele de compresie asigură o conexiune pliabilă. Cu toate acestea, practica arată că după prima dezasamblare și asamblare, fiabilitatea ansamblului scade brusc și trebuie schimbată. Există două tipuri de fitinguri de compresie. Sunt marcate cu literele A și B.
- Părțile A sunt utilizate pentru conductele supraterane din cupru semisolid.
- Părțile B sunt utilizate pentru aranjarea comunicațiilor la sol și subterane din țevi fabricate din metale semidure și moi.
Instalarea pieselor de ambele tipuri se realizează conform unei scheme similare.
Diagrama prezintă un dispozitiv de fixare prin compresie. Este ușor de instalat, dar oferă o conexiune slabă care necesită monitorizare regulată.
Opțiunea #2 - fitinguri capilare
Fitingurile din cupru lipite sunt numite fitinguri capilare. Acestea conectează țevile cu lipire, adică sârmă de cupru, cositor sau argint, situate sub filetul interior al piesei. În timpul instalării, fitingul este pus pe țeavă, care este pre-acoperită cu flux. Zona de îmbinare este încălzită cu o torță până când lipirea metalică se topește și umple un mic spațiu între fiting și țeavă. După aceea, piesele sunt lăsate să se răcească. După aceea, curățarea externă se efectuează cu un instrument special.Conducta este gata de utilizare.
Procesul de lipire a unui fiting implică utilizarea lipiturii, care, atunci când este topită, umple golul dintre părți.
Avantajul acestei metode de conectare poate fi considerat de mare fiabilitate. Presiunea maximă de funcționare a ansamblului este de 40 bari la o temperatură a sistemului de 150°C. Metoda capilară oferă o cusătură foarte uniformă și îngrijită, cantitatea minimă de lipit este utilizată în timpul lucrării, costul lucrărilor de instalare este destul de democratic. Dezavantajele relative ale metodei includ prezența obligatorie a unui arzător și necesitatea unei anumite calificări și experiență pentru persoana care va fi implicată în instalație.
Opțiunea #3 - fitinguri de presare
Principiul de funcționare a pieselor se bazează pe utilizarea plasticității cuprului și susceptibilitatea acestuia la deformații care sunt create sub presiune mecanică. Pentru a obține o astfel de conexiune, țeava, care este introdusă în prealabil în fitingul de presare, este sertizată cu clești de presare. Forța de sertizare minimă 32 kN. Acest lucru vă permite să creați o conexiune puternică dintr-o singură bucată. Un inel de etanșare este așezat de-a lungul conturului fitingului de presare, care asigură etanșeitatea conexiunii. Piesa de legătură se poate roti, etanșeitatea și rezistența nu suferă de acest lucru. Din punct de vedere structural, fitingurile prin presare diferă în părți cu un contur dublu și unic de compresie de deformare.
Principalul avantaj al acestor elemente este posibilitatea de instalare rapidă fără utilizarea de încălzitoare electrice sau o flacără deschisă. Acestea sunt instalate în instalații în care este interzisă utilizarea arzătoarelor cu flacără deschisă, precum și în interiorul diferitelor rezervoare, rezervoare și containere. Conexiunea rezultată este mai puternică decât cea realizată cu piesele de compresie.Dezavantajele elementelor includ un cost mai mare decât fitingurile de lipit și necesitatea de a folosi echipamente speciale în timpul instalării - prese hidraulice sau electrice cu un set de clești de diferite profile și diametre.
Pentru instalarea fitingurilor de presare va trebui să utilizați o presă electrică sau hidraulică cu un set de clești de diferite diametre și forme
Tipuri de produse de montaj
Elementele de legătură din metal și plastic sunt fabricate în aceleași modificări ca și produsele din oțel și plastic:
- Cuplaje drepte. Cel mai simplu tip de produs pentru conectarea a două conducte de același diametru.
- Cuplaje de tranziție. Produse utilizate pentru conectarea țevilor de diferite dimensiuni de secțiune.
- Pătrate. Fitinguri care vă permit să conectați două țevi în unghi drept.
- Ramuri. Produse care vă permit să schimbați poziția relativă a țevilor de la 45 la 120 °.
- Cruci. Conectori proiectați pentru a conecta patru țevi la un unghi de 90°.
- Tricouri. Fitinguri care conectează trei bucăți de țeavă, dintre care una este instalată perpendicular pe celelalte două.
- Prize. Produse concepute pentru a închide secțiunea de capăt a unei țevi. Au filet interior sau exterior pentru înșurubare într-o țeavă.
- Sfarcurile. Fitinguri, care sunt produse cu filete externe la ambele capete, cu ajutorul cărora sunt conectate la alte secțiuni ale conductei.
- Futorki. Produse utilizate pentru conectarea țevilor la instrumente de măsură. Au un filet interior la un capăt și un filet exterior la celălalt.
- Fitinguri. Elemente care permit conectarea unei conducte la echipamentul de proces (cazan, boiler, filtru, schimbător de căldură, colector).
- Unități.Folosit pentru a mari lungimea conductei folosind un filet interior sau exterior.
- americani. Produse asemănătoare pintenilor cu piuliță de îmbinare. Ele pot fi drepte și unghiulare, permițându-vă să schimbați direcția de mișcare a țevilor conectate.

Toate tipurile de fitinguri enumerate au filet - extern, intern sau combinat. Pe lângă acestea, există și elemente de legătură dintr-o singură piesă, precum și produse conectate prin sudare sau lipire capilară.
Elementele de conectare din lista de mai sus sunt cele mai populare tipuri de fitinguri care sunt utilizate la instalarea conductelor. La instalarea unor sisteme de inginerie mai complexe și foarte specializate, pot fi utilizate și alte fitinguri speciale - piulițe de blocare, butoaie, extensii și alte elemente.
Nuanțele de montare și lipire a țevilor de toate diametrele
Țevile și fitingurile de cupru pentru instalații sanitare sunt conectate prin filetare sau lipire, prima metodă este considerată mai simplă și mai accesibilă pentru neprofesioniști. Lucrarea începe cu întocmirea unei scheme de cablare și numărarea filmării; în absența experienței, se recomandă să se asigure o marjă de 3-5 m.
Lucrează pas cu pas în 7 pași
Instalațiile sanitare din cupru, cu racorduri filetate, sunt asamblate în următoarea secvență:
- Tăierea țevilor.
- Curățarea pile de bavuri în zona tăiată, pe țevi cu izolație PVC, se curăță stratul izolator.
- Scoaterea teșiturii.
- Punerea unei piulițe de îmbinare și a unei virole pe țeavă.
- Pregătirea fitingului, împerecherea acestuia cu piulița și strângerea conexiunii (mai întâi cu mâna, apoi cu o cheie).
- Racordarea țevilor de oțel (dacă este necesar) folosind fitinguri de tranziție, etanșarea obligatorie a îmbinărilor filetate.
- Proba de etanșeitate.
Țevile și fitingurile de cupru pentru instalații sanitare trebuie instalate corespunzător.
Verificarea stării îmbinărilor și montarea corectă
Asamblarea unei conducte de apă din cupru folosind fitinguri de presa este considerată a fi destul de fiabilă, calitatea etanșării depinde de rezistența răsucirii. Se recomanda folosirea unor clesti pneumatici sau hidraulici speciali pentru aceasta operatie. Dezavantajul acestei metode este deteriorarea aspectului conductei de apă la îmbinări, dacă aspectul joacă un rol decisiv, atunci secțiunile trebuie conectate prin lipire.









Lipirea este considerată cea mai fiabilă modalitate de a conecta țevile de cupru. Secvența de acțiuni este aproape aceeași cu asamblarea cu fitinguri de presare: țevile sunt tăiate și protejate cu grijă de bavuri
Este important să ștergeți produsele de praf și reziduuri ale peliculei de oxid (în interior și în exterior). Apoi se aplică un flux pe suprafața exterioară a țevii, se introduce un fiting cu un spațiu obligatoriu, zona de îmbinare este încălzită uniform cu un arzător sau un arzător, atunci când alegeți a doua opțiune, trebuie evitată supraîncălzirea. Pentru a verifica dacă a fost atinsă temperatura dorită, este suficient să atingeți ușor lipitura, dacă aceasta se topește, atunci zona s-a încălzit deja
După aceea, lipirea este introdusă în golul din stânga și cusătura este sigilată
Pentru a verifica dacă a fost atinsă temperatura dorită, este suficient să atingeți ușor lipitura, dacă aceasta se topește, atunci zona s-a încălzit deja. După aceea, lipirea este introdusă în golul din stânga și cusătura este sigilată.
O nuanță importantă a lipirii: în timpul încălzirii și conexiunii, secțiunea viitoarei conducte trebuie să rămână nemișcată.Orice eforturi și mișcări sunt permise numai după solidificarea lipirii. La sfârșitul asamblarii, sistemul trebuie spălat de reziduurile de flux.
VEZI VIDEO
Produsele încălzite sunt ușor de îndoit; arcuri speciale sunt folosite pentru a da forma dorită, păstrând în același timp secțiunea. Echipamentul optim pentru producerea elementelor îndoite este un îndoit special de țevi; achiziționarea acestuia este recomandabilă pentru volume mari de lucru. Secțiunile asamblate prin lipirea sistemului arată mai bine decât cele îndoite prin filetare. Dar, în ciuda avantajelor evidente și a fiabilității acestei metode, lipirea nu se efectuează în locuri explozive din cauza flăcărilor deschise. Măsurile de siguranță la incendiu sunt obligatorii. Țevile de cupru și fitingurile pentru instalații sanitare sunt utilizate pe scară largă în construcții.
Specificații
Calitatea metalelor neferoase are un impact semnificativ asupra caracteristicilor tehnice ale țevii laminate din acest material. Practic, conductele de apă din cupru sunt realizate din cupru pur. În producția de produse laminate se folosesc și aliaje ale acestui metal. Conțin componente de aliere într-o cantitate mică.
Procentul de impurități specifice din cupru afectează condițiile de funcționare, proprietățile mecanice și tehnologice ale conductelor. Elasticitatea și rezistența metalelor neferoase crește odată cu adăugarea de zinc, plumb, fier și staniu.
Rezistența aliajului la coroziune este crescută cu ajutorul fosforului. Rezistența mecanică a cuprului este crescută de beriliu și aluminiu. Producătorii de oțel laminat folosesc mangan pentru a reduce impactul impurităților nedorite asupra materialului.
Clasificarea conductelor
Țevile de cupru variază în diametru.Debitul de comunicare depinde de dimensiunea secțiunii. Gama standard de diametre ale țevilor variază de la 1/4″ la 2″. În interiorul locuinței se folosesc în principal conducte de următoarele dimensiuni:
- 1/2″ - pentru duș și cadă;
- 3/8″ - pentru baterie de bucătărie și lavoar;
- 1/4″ - pentru conexiune toaletă, bideu și aparat de gheață.
 Teava de cupru la dus.
Teava de cupru la dus.
Producătorii produc două tipuri de țevi de cupru:
- Produsele recoapte sunt produse moi care au fost tratate cu o temperatură ridicată de 550-650 °C. Recoacerea durează 60-90 de minute, apoi piesele de prelucrat încălzite se răcesc treptat. Procesul face posibilă obținerea de țevi flexibile care sunt rezistente la presiune ridicată, schimbări bruște de temperatură și medii umede.
- Produsele necoapte sunt produse rigide cu o rezistență mai mare, dar mai puțin elastică.
Este posibil să cumpărați produse laminate în izolație specială cu o manta din PVC. Pe suprafața acestui tip de produs nu se formează condens.
Țevile de cupru produse diferă și în grosimea peretelui. Zona de utilizare a produsului laminat depinde de parametru, deoarece această caracteristică afectează cea mai mare presiune de lucru din sistem.
Produsele cu pereți groși cu litera „K” sunt utilizate pentru intrare și în rețelele de protecție împotriva incendiilor. Adesea, produsele cu pereți groși sunt așezate în pământ. Fitingurile de compresie sunt adesea folosite pentru a conecta secțiuni individuale ale unei astfel de laminare a țevilor.
Produsele cu pereți subțiri cu litera „M” sunt folosite pentru a crea rețele de uz casnic, dar au un număr mare de restricții. Cel mai adesea, la instalarea sistemelor sanitare, se folosesc țevi marcate cu „L”.
Cerințele de reglementare
Produsele cu pereți groși, produse prin presare și folosind deformare la rece, trebuie să respecte specificațiile reflectate în GOST 617-2006. Țeava trasă cu pereți subțiri este fabricată în conformitate cu GOST 11383-75.
Producătorii cunoscuți și responsabili produc produse de înaltă precizie. Caracteristicile sale corespund cu GOST 26877-2008. În timpul producției de țevi de cupru, sunt utilizate aliaje și cupru primar, în conformitate cu cerințele GOST 859-2001.
Instalarea tevilor de cupru pentru alimentarea cu apa
Înainte de a începe lucrul, trebuie să întocmiți o diagramă a viitoarei structuri sanitare și, pe baza acesteia, să calculați filmarea țevii laminate și numărul de elemente de conectare (cuplaje de presare, teuri, coturi, adaptoare etc.).
Instrumente și materiale necesare
Pentru a efectua instalarea aliajului de cupru laminat, trebuie să pregătiți un set de instrumente, constând din:
- Ferăstraie pentru metal sau tăietor de țevi.
- Cleşte.
- Calibrator manual.
- Chei sau arzător cu gaz (pentru încălzirea secțiunii de țeavă la conectarea pieselor prin lipire).
- Fişier.
Pentru îmbinarea secțiunilor de conducte, în funcție de metoda de conectare aleasă, vor fi necesare următoarele materiale:
- Montaj.
- FUM - bandă pentru etanșarea îmbinărilor fitingurilor detașabile.
- Lipire și flux (în cazul produselor de lipit).
Masuri de precautie
Lipirea produselor din cupru se realizează atunci când sunt încălzite la temperaturi ridicate, prin urmare, atunci când lucrați, este necesar să purtați îmbrăcăminte de protecție și să folosiți un scut de incendiu. Este necesar să îndepărtați împletiturile de cauciuc sau plastic de pe piesele care urmează să fie îmbinate în zona de contact. Supapa care urmează să fie instalată trebuie deșurubată pentru ca inelele de etanșare să nu se topească.










Atunci când lipiți produse din cupru într-un sistem de conducte deja instalat, toate supapele de închidere trebuie deschise astfel încât nivelul de presiune din conducte să nu depășească valorile admise din cauza încălzirii unor secțiuni.
Progresul lucrărilor
Andocarea segmentelor de țeavă folosind fitinguri se realizează în următoarea secvență:
- Tăiați secțiuni de țeavă la dimensiunea necesară.
- Dacă alimentarea cu apă este asamblată din țevi de cupru cu izolație PVC, atunci acest strat trebuie îndepărtat la capetele produselor.
- Curățați linia de tăiere cu o pilă pentru bavuri.
- Scoateți teșirea.
- Puneți pe piesa pregătită alternativ piulița de îmbinare și inelul de compresie.
- Conectați fitingul la piuliță și strângeți filetele mai întâi cu mâna și apoi cu o cheie.
- În locurile în care se instalează un fiting de tranziție de la o țeavă de cupru la o țeavă de oțel, etanșeitatea îmbinărilor este asigurată prin utilizarea benzii FUM.
Când conectați țevi prin lipire cu propriile mâini, trebuie să urmați măsurile de precauție descrise mai sus și să aveți anumite abilități. Procesul de pregătire și lipirea în sine include următorii pași:
- Tăierea lungimilor necesare de țevi cu un tăietor de țevi sau un ferăstrău.
- Îndepărtarea stratului termoizolant (dacă există) și a bavurilor rezultate la capete.
- Îndepărtarea peliculei de oxid din zona de lipit cu un șmirghel abraziv fin.
- Slefuire montaj.
- Ungerea suprafeței exterioare a pieselor cu flux.
- Introduceți capătul țevii în fiting astfel încât să rămână un spațiu de cel mult 0,4 mm între părți.
- Încălzirea zonei de contact a elementelor arzătorului cu gaz (imaginea de mai jos).
- Introducerea lipiturii în golul dintre fiting și capătul țevii de cupru.
- Cusătură de lipit.
- Spălarea sistemului de particule de flux.
Procesul de lipire a produselor laminate cu țevi de cupru poate fi vizionat în videoclip:
Caracteristici de montare
Montarea prin lipire formează conexiuni dintr-o singură bucată care nu necesită întreținere și sunt considerate cele mai fiabile în funcționare. Dar pentru a lipi instalațiile sanitare din cupru, trebuie să aveți suficientă experiență în acest tip de muncă și cunoștințe relevante. Începătorii pot folosi următoarele recomandări:
- Curățarea produselor din cupru nu trebuie făcută cu produse de curățare abrazive, șmirghel grosier sau o perie de sârmă, deoarece acestea vor zgâria cuprul. Zgârieturile adânci de pe suprafață interferează cu îmbinarea de lipit.
- Fluxul este o substanță destul de agresivă cu activitate chimică ridicată. Aplicați-l într-un strat subțire cu ajutorul unei pensule. Dacă la suprafață există excese, la sfârșitul procesului de îmbinare a pieselor, acestea trebuie îndepărtate imediat.
- Zona de contact trebuie încălzită suficient, dar nu excesiv, pentru a preveni topirea metalului. Lipirea în sine nu trebuie încălzită. Ar trebui aplicat pe suprafața încălzită a piesei - dacă începe să se topească, atunci puteți începe lipirea.
- Este necesar să îndoiți țevile pentru a preveni cutele și răsucirea.
- Instalarea produselor din cupru trebuie efectuată în fața secțiunilor din aluminiu sau oțel în direcția curgerii apei pentru a preveni coroziunea rapidă a acestora din urmă.
- Pentru trecerea de la țevi de cupru la secțiuni din alte metale, se recomandă utilizarea fitingurilor din alamă, bronz sau oțel inoxidabil.



