- Aplicații
- Tipuri de conducte de cupru
- Ce este necesar pentru lipirea țevilor de cupru
- nr. 11. Diametrul conductei de incalzire
- Metode de conectare a conductelor de cupru
- Sudare
- Racordarea țevilor de cupru cu fitinguri de evacuare.
- Rulare
- Fiting de compresie
- Racord de presare
- Lipirea tevilor de cupru
- Limitări la utilizarea conductelor de cupru
- Metode de conectare a conductelor de cupru
- Cum se simplifică instalarea încălzirii
- Lipirea capilară
- nr 6. Tevi de cupru pentru incalzire
- Varietate de produse din cupru
- Productie
- Metoda nr. 2: Canelare (canelură de rulare)
- Pregătirea și realizarea unei conexiuni cu caneluri moletate
- Testarea întregului sistem moletat
- nr. 7. Tevi din polipropilena pentru incalzire
- Prezentare comparativă a prețurilor
- feluri
- Specificații
Aplicații
Există mai multe situații în care este mai bine să alegeți acest material:
- Opțiunea actuală pentru instalarea unui sistem de încălzire din conducte de cupru este conectarea la un cazan cu combustibil solid. Acest lucru se datorează faptului că astfel de sisteme sunt supuse expunerii prelungite la temperaturi ridicate (peste 100 de grade Celsius).
- Comparativ cu alte materiale, cuprul este mai bun dacă are o formă complexă.
- Instalarea va fi 100% justificată dacă proprietarul casei are destui bani, dorește să obțină cel mai înalt indicator de durabilitate.
Având în vedere alte opțiuni, trebuie să acordați atenție plasticului sau oțelului inoxidabil.
Tipuri de conducte de cupru
Astfel de produse variază ca mărime și secțiune transversală și sunt de următoarele tipuri:
- Teava recoapta din cupru. Pentru a dobândi moliciune, astfel de produse sunt supuse unui tratament termic. Acest lucru simplifică instalarea lor.
- Tevi din cupru nu recoapte. Acestea sunt segmente drepte de la 1 la 5 m lungime.
Secțiunea transversală a țevilor poate fi clasică și dreptunghiulară. Acestea din urmă sunt utilizate la crearea conductoarelor pentru înfășurările statorului, care sunt răcite cu lichide. Fabricarea lor este complexă și costul este mai mare decât cele convenționale. Cel mai popular diametru al țevilor de cupru pentru alimentarea cu apă este de la 10 la 23 mm, pentru sistemele de scurgere - de la 30 la 45 mm.
Ce este necesar pentru lipirea țevilor de cupru
Lipirea țevilor de cupru, care nu este dificil de realizat cu propriile mâini, nu necesită echipamente scumpe și materiale speciale. Pentru a-l implementa corect, veți avea nevoie de următoarele dispozitive.
Un arzător, datorită căruia lipirea și secțiunea de țeavă la care vor fi conectate vor fi încălzite. De regulă, unui astfel de arzător este furnizat gaz propan, a cărui presiune este reglată de un reductor de sudură.
Instrument special pentru tăierea țevilor de cupru. Deoarece produsele din acest metal sunt foarte moi, acestea trebuie tăiate suficient de ușor pentru a nu încreți pereții. Pe piața modernă sunt oferite tăietori de țevi de diferite modele, care diferă atât prin funcționalitatea, cât și prin capacitățile tehnice.
Designul modelelor individuale de astfel de dispozitive, ceea ce este important, le permite să fie utilizate chiar și pentru lucru în locuri greu accesibile.
Un expansor de țeavă este un dispozitiv care vă permite să extindeți diametrul unei țevi de cupru, care este necesar pentru o lipire mai bună. În diverse sisteme montate din conducte de cupru se folosesc elemente de aceeași secțiune, iar pentru a le conecta calitativ este necesară creșterea puțină a diametrului unuia dintre elementele conectate. Este această problemă pe care o rezolvă un astfel de dispozitiv precum un expandator de țevi.
Este această problemă pe care o rezolvă un astfel de dispozitiv precum un expandator de țevi.
Kit de evazare a țevilor de cupru
Dispozitiv pentru teșirea capetelor țevilor de cupru. După tăiere, pe capetele pieselor rămân bavuri, ceea ce poate interfera cu obținerea unei conexiuni de înaltă calitate și fiabile. Pentru a le îndepărta și a da capetelor țevilor configurația necesară, înainte de lipire se folosește un teșitor. Există două tipuri principale de dispozitive de teșire pe piață astăzi: plasate într-un corp rotund și realizate sub formă de creion. Mai convenabil de utilizat, dar și mai scumpe, sunt dispozitivele rotunde care pot prelucra țevi de cupru moale cu un diametru de cel mult 36 mm.
Pentru a pregăti corect țevile de cupru pentru lipire, este necesar să îndepărtați toate impuritățile și oxizii de pe suprafața lor. În aceste scopuri se folosesc perii și perii ai căror peri sunt din sârmă de oțel.
Lipirea țevilor de cupru se realizează de obicei cu lipire dură, care poate fi la temperatură ridicată și scăzută. Lipirea la temperatură înaltă este un fir de cupru care conține aproximativ 6% fosfor în compoziția sa. Un astfel de fir se topește la o temperatură de 700 de grade, în timp ce pentru tipul său de temperatură scăzută (sârmă de tablă), 350 de grade sunt suficiente.
Tehnologia de lipire a țevilor de cupru presupune utilizarea de fluxuri și paste speciale care îndeplinesc o funcție de protecție. Astfel de fluxuri nu numai că protejează cusătura formată de formarea de bule de aer în ea, ci și îmbunătățesc semnificativ aderența lipiturii la materialul țevii.
Pe lângă flux, lipire și alte elemente de bază, vor fi necesare instrumente suplimentare pentru lipirea țevilor de cupru, care pot fi găsite în fiecare atelier sau garaj. Pentru lipirea sau sudarea produselor din cupru, pregătiți suplimentar:
- marker obișnuit;
- ruletă;
- nivelul clădirii;
- o perie mică cu peri rigidi;
- un ciocan.
Înainte de a începe lucrul, este, de asemenea, important să decideți cum să lipiți țevile de cupru. Pot exista două opțiuni principale: lipirea cuprului (utilizat mai puțin frecvent) și utilizarea lipirii moale. Când rezolvați această problemă, este important să pornim de la faptul că există cerințe pentru utilizarea unuia sau altui tip de lipit.
Deci, lipiturile dure sunt folosite pentru lipirea elementelor unităților frigorifice și a aparatelor de aer condiționat. În toate celelalte cazuri (sisteme de alimentare cu apă, sisteme de încălzire etc.), se poate folosi sârmă de tablă. Dar indiferent de tehnologia aleasă, trebuie amintit că fluxul este necesar în orice caz.










Când rezolvați această problemă, este important să pornim de la faptul că există cerințe pentru utilizarea unuia sau altui tip de lipit. Deci, lipiturile dure sunt folosite pentru lipirea elementelor unităților frigorifice și a aparatelor de aer condiționat.
În toate celelalte cazuri (sisteme de alimentare cu apă, sisteme de încălzire etc.), se poate folosi sârmă de tablă. Dar indiferent de tehnologia aleasă, trebuie amintit că fluxul este necesar în orice caz.
Perii pentru decuparea suprafeței interioare a unei țevi de cupru înainte de lipire
nr. 11. Diametrul conductei de incalzire
Țevile din diferite materiale sunt prezentate în diferite diametre. Pentru a alege cea mai potrivită valoare, trebuie să studiați întreaga schemă a sistemului de încălzire și să solicitați ajutorul specialiștilor. Diametrul aproximativ poate fi calculat independent. Sunt luați în considerare parametri precum suprafața camerei, de care depinde puterea termică și viteza lichidului de răcire.
Mulți cred în mod eronat că, cu cât diametrul țevii este mai mare, cu atât eficiența sistemului este mai mare. De fapt, atunci când alegeți țevi prea mari, presiunea din sistem scade, iar încălzirea dispare cu totul - apa caldă nu poate circula în jurul întregului sistem de țevi și radiatoare. Cu cât diametrul este mai mic, cu atât debitul apei este mai mare. În mod ideal, viteza ar trebui să fie mai mare de 0,2 m/s, dar mai mică de 1,5 m/s, altfel procesul de circulație a lichidului de răcire va fi prea zgomotos.
Diametrul este ales pe baza calculului puterea termică necesară. Pentru încăperile cu înălțimea tavanului de până la 3 m, este necesar 100 W de energie pentru fiecare 1 m2. Pentru o cameră de 20 m2, de exemplu, este nevoie de 2000 W de putere termică, aici merită să adăugați 20% din rezervă, obținem 2400 W. Această putere termică este asigurată de unul sau două calorifere, dacă în cameră există două ferestre - sub fiecare fereastră. Conform tabelului, vedem că pentru a acoperi această putere sunt necesare țevi cu diametrul interior de 8 mm, dar sunt potrivite și 10 mm. Desigur, toate acestea sunt calcule condiționate, dar vă vor ajuta să navigați în bugetul pentru achiziționarea de țevi.
În cele din urmă, observăm că este mai bine să nu economisiți pe conductele de încălzire - acest lucru vă va scuti de numeroase probleme.Produsele unor producători precum Akwatherm, Rehau, Banninger, Wefatherm, FV-Plast s-au dovedit bine.
Metode de conectare a conductelor de cupru
Sudare
Apare destul de rar. O pistoletă de sudură conectează țevi de cupru cu diametru mare pentru încălzire (începând cu un diametru de 108 mm);
Racordarea țevilor de cupru cu fitinguri de evacuare.
Se face o gaură în interiorul țevii, se introduc came și se scoate o priză folosind o unealtă specială. O modalitate destul de laborioasă și costisitoare de a conecta țevile, aveți nevoie de o mașină specială, iar instalatorii nu respectă această opțiune de montare.
Rulare
Metoda de conectare a țevilor de cupru este bună, dar nu este folosită în sistemele de încălzire. Este foarte rar să găsești o piesă evazată și apoi făcută din fabrică.
Fiting de compresie
Apare destul de des. Este format din trei părți: o piuliță, un inel O și fitingul în sine sub formă de colț. Principiul de conectare: o piuliță, un inel de etanșare și fitingul în sine sunt puse pe o țeavă de cupru. Apoi piulița este răsucită și apasă țeava pe fiting. Pe de altă parte, se procedează la fel.
Dezavantajul acestei metode de conectare a țevii de cupru este că nu există nicio recomandare cu ce forță să strângeți piulița pe fiting. Fiecare o face tot ce poate și, ca urmare, pot apărea scurgeri de apă.
Un alt dezavantaj este neseparabilitatea condiționată a fitingului, tk. inelul de etanșare, atunci când este îmbrăcat pe țeavă, se taie în ea și rămâne pentru totdeauna. Prin urmare, pentru a repara o secțiune de țeavă (demontați un fiting), această secțiune de țeavă trebuie tăiată și introdusă una nouă.
Dacă vi se oferă un fiting de compresie, este mai bine să refuzați și să cereți altceva.
Racord de presare
Este rar, pentru că.maestrul are nevoie de un set de clești speciali (aproximativ doisprezece) și de o presă scumpă pentru a-l instala. Principiul conexiunii: fitingul este aruncat peste țeavă și prins cu clești de tipul dorit. Rezultatul este o conexiune perfect puternică, neseparabilă.
Diferența dintre prelucrarea acestor fitinguri moi și dure.
Un manșon de susținere trebuie introdus în interiorul țevii de cupru moale la instalarea fitingului de compresie. Manșonul vă permite să salvați geometria țevii atunci când comprimați inelul de susținere.










Lipirea tevilor de cupru
Metoda permite obținerea unei conexiuni de înaltă calitate a unei țevi de cupru folosind echipamente ieftine. Aceasta este de obicei o torță cu propan pentru țevi de diametre mici. Pentru țevile cu un diametru mai mare de 54 mm, este potrivită o pistoletă cu acetilenă-aer.
Există două tipuri de lipire - tare și moale (temperatura ridicată și scăzută). Lipirea tare se realizează la o temperatură mai mare decât lipirea moale. Există o părere că lipirea dură este mai puternică decât lipirea moale. Nu este adevarat.
Lipirea tare este mai puțin avansată din punct de vedere tehnologic decât lipirea moale. Pentru a lipi folosind lipirea tare, trebuie doar să puneți fitingul pe țeavă, să încălziți joncțiunea la o culoare purpurie închisă și apoi să atașați lipirea.
Lipirea moale include:
- Curățarea îmbinării până la un luciu metalic,
- Curățarea suprafeței interioare a fitingului,
- aplicarea fluxului,
- piese de legătură,
- Îndepărtarea excesului de flux
- De fapt lipire.
Principala diferență dintre lipirea moale și lipirea tare este că, după lipirea moale, țeava de cupru are un aspect mai îngrijit decât după lipirea tare.În timpul lipirii dure, țeava se încinge foarte mult, se înnegrește în grosime, se acoperă cu fulgi - este imposibil să o curățați, nu va arăta ca o țeavă de cupru strălucitoare, va fi neagră. După lipire tare, camera cazanului arată urât, așa că dacă oferă lipire tare, este mai bine să refuzi. Trebuie folosită numai lipire moale.
Lipirea dură a unei țevi de cupru este potrivită pentru acele cazuri în care nu este un lichid, ci un gaz va fi transportat prin conductă. De exemplu, pentru sistemele de aer condiționat, sistemele de transport a oricăror gaze, este permisă numai lipirea dură, deoarece reziduurile de flux aplicate pe țeavă și pe suprafața interioară a fitingului intră în conductă și trebuie spălate.
Lipirea moale este potrivită pentru sisteme hidraulice ca arata mai estetic.
Limitări la utilizarea conductelor de cupru
Pentru cupru, există următoarele limitări operaționale din cauza proprietăților metalului:
- Moliciunea, care asigură plasticitatea țevilor și confortul instalării acestora, impune o limită a debitelor admisibile de apă. Pentru o durată lungă de viață a sistemului de alimentare cu apă, valorile de până la 2 m/s sunt optime.
- Datorită moliciunii cuprului, se impun următoarele cerințe privind puritatea apei - nu trebuie să conțină impurități mecanice, ceea ce se realizează prin instalarea unor filtre adecvate la admisie. Particulele în suspensie pot provoca eroziune (spălarea materialului peretelui conductei) din cauza impactului mecanic.
- Suprafața cuprului este acoperită cu o peliculă de oxid care apare în mod natural și este un strat protector. Clorul prezent in apa transforma aceasta pelicula intr-o adevarata patina, care ofera conductei o protectie si mai mare.Acest lucru se întâmplă numai atunci când duritatea totală a debitului de apă este de 1,42–3,1 mg/l cu un pH în intervalul 6,0–9,0. În caz contrar, patina va fi distrusă, iar acest lucru va duce la refacerea ei continuă datorită consumului de cupru, care poate reduce semnificativ durata de viață a conductei.
- În alimentarea cu apă potabilă, utilizarea lipiturii cu plumb nu este permisă pentru conductele de conectare (plumbul este o substanță toxică).
- La instalarea unei conducte de cupru, este necesar să se efectueze toate operațiunile pentru a nu reduce durata de viață a sistemului de la cei 50 de ani estimați. La îndoirea țevilor, cutele acestora nu sunt permise, deoarece acest lucru va încălca fluxul laminar de apă. Conducta nu trebuie răsucită. În cazul unui blocaj, editarea se efectuează nu mai mult de 1 dată.
- Bavurile și bavurile formate după lipire trebuie îndepărtate, deoarece contribuie la apariția turbulențelor turbulente în fluxul de apă cu eroziune concomitentă, ceea ce va duce la scăderea duratei de viață a conductei de cupru.
- Supraîncălzirea în timpul lipirii, mai ales puternică, poate duce la o conexiune neetanșă sau la pierderea rezistenței cuprului, până la o explozie.
- Fluxul folosit la lipire trebuie îndepărtat prin spălare, deoarece este o substanță agresivă și poate contribui la coroziunea țevilor.
- Este interzisa montarea elementelor din aluminiu, zinc, otel dupa tevi de cupru in directia curgerii apei pentru a preveni coroziunea acestora din urma. Dacă această condiție nu este îndeplinită, este necesară utilizarea anozilor pasivi (din magneziu, de exemplu).
- Trecerea de la cupru la o țeavă din alte metale se recomandă să fie efectuată prin fitinguri din alamă, bronz sau oțel inoxidabil pentru a evita coroziunea rapidă a acestora din urmă.
În ciuda restricțiilor existente de utilizare, astăzi țevile de cupru sunt considerate cel mai bun material pentru amenajarea sistemelor sanitare.
Metode de conectare a conductelor de cupru
În practică, țevile de cupru pentru încălzire sunt conectate în următoarele moduri.
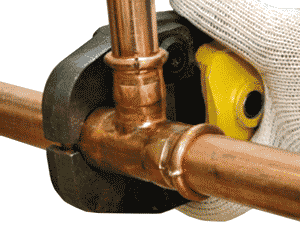
Lipirea capilară este cea mai fiabilă metodă de montare. Pentru a face acest lucru, veți avea nevoie de o lanternă și un lipit special.
 Următoarea metodă cea mai fiabilă este conectarea cu fitingurile de presare. Această metodă necesită utilizarea cleștilor de presare. În ciuda faptului că această metodă este oarecum inferioară calității lipirii, este folosită destul de des, deoarece practic nu necesită o pregătire specială. Utilizarea acestei metode de conectare este posibilă dacă presiunea purtătorului de energie nu depășește 10 atmosfere.
Următoarea metodă cea mai fiabilă este conectarea cu fitingurile de presare. Această metodă necesită utilizarea cleștilor de presare. În ciuda faptului că această metodă este oarecum inferioară calității lipirii, este folosită destul de des, deoarece practic nu necesită o pregătire specială. Utilizarea acestei metode de conectare este posibilă dacă presiunea purtătorului de energie nu depășește 10 atmosfere.
Conexiune cu fitinguri de compresie. Cel mai simplu mod de a îmbina părțile din cupru ale sistemului de încălzire, din echipament sunt necesare doar chei de dimensiune adecvată. Această simplitate a afectat oarecum calitatea conexiunii, motivul problemei constă cel mai adesea în calitatea fitingurilor și nu în conducta în sine.
Cum se simplifică instalarea încălzirii
Iată ce altceva este interesant de știut despre încălzirea din țevi de cupru - instalarea sistemului poate fi mult simplificată și făcută mai fiabilă. Acest lucru este posibil datorită faptului că țevile metalice sunt din cupru, sunt foarte ductile. În plus, o astfel de țeavă este produsă nu numai sub formă de materiale măsurate, ci este posibil să o cumpărați în golfuri de lungime considerabilă. Acest lucru vă permite să montați sistemul practic fără îmbinări liniare.
În acest caz, configurația necesară a liniei de încălzire se realizează prin îndoirea țevii, nu va trebui să utilizați fitinguri de colț. Există și posibilitatea introducerii transversale a țevilor cu lipire ulterioară.
Pentru a îndoi conducta de cupru și a preveni deformarea acesteia, procedați după cum urmează.
Pentru a îndoi țevile de încălzire din cupru fără preîncălzire, va trebui să utilizați un dispozitiv special - un îndoitor de țevi. Vă permite să obțineți un unghi de îndoire dat, prevenind în același timp deformarea țevii. Dacă încercați să o faceți manual, veți obține material deteriorat, deoarece în aproape toate cazurile secțiunea internă este semnificativ perturbată, ceea ce creează rezistență suplimentară, provocând o scădere a circulației purtătorului de energie.
Mai simplă, și cu atât mai mult care nu necesită dispozitive complexe, este îndoirea țevilor încălzite. Pentru a face acest lucru, țevile sunt încălzite de un arzător, mai întâi trebuie puse pe o spirală specială, care va preveni scăderea secțiunii transversale. Îndoirea se face printr-o mișcare lină, fără smucituri.










Amintiți-vă, va fi posibil să corectați unghiul numai după reîncălzire, dar acest lucru este, de asemenea, nedorit, un astfel de impact poate afecta negativ proprietățile țevii.
Lipirea capilară
Această metodă de conectare a țevilor de cupru se bazează pe acțiunea forțelor de tensiune superficială, care vă permit să umpleți îmbinarea elementelor conectate cu lipire.
Pentru a obține o conexiune de înaltă calitate, trebuie îndeplinite următoarele condiții:
- Piesele de îmbinat sunt conectate prin metoda prizei. Pentru a face acest lucru, capătul unui element trebuie să fie evazat (expandat), rețineți că spațiul dintre țevile de la îmbinare ar trebui să fie de zecimi de milimetru.În acest scop, este mai bine să utilizați un expansor special sau unealtă de flanșare (pentru introducerea unei țevi).
- Conductele se curata, in functie de lipit, acestea trebuie tratate cu flux.
- După ce piesele de prelucrat sunt conectate, începeți să încălziți uniform îmbinarea. După ce ați atins temperatura necesară, aduceți firul de lipit în flacără. În timpul procesului de topire, lipirea lichidă va umple întregul spațiu dintre țevile de la îmbinare.
Tehnologia lipirii capilare, desigur, are propriile sale nuanțe, a căror luare în considerare este imposibilă în volumul unui articol. Dar acest tip de racord este cel mai folosit, deoarece incalzirea cu tevi de cupru trebuie sa fie frumoasa pentru a se potrivi cu costul ei.
nr 6. Tevi de cupru pentru incalzire
Să continuăm studiul conductelor metalice de încălzire. Țevile de cupru au început să fie folosite încă din secolul al XVII-lea și sunt încă folosite activ, în ciuda apariției unor opțiuni mai ieftine.
Avantaje:
- durabilitate în comparație cu durata de viață a clădirilor. Țevile și fitingurile din cupru nu își pierd calitățile timp de 100 de ani sau mai mult;
- rezistență la coroziune, etanșeitate ridicată, lipsa capacității de a trece aerul și de a acumula depuneri pe suprafața interioară, prin urmare, de-a lungul anilor, debitul conductelor nu scade;
- conductivitate termică ridicată;
- rezistența la temperaturi extreme (interval de temperatură de funcționare de la -200 la +500 C) și creșterea presiunii în sistem;
- aspectul estetic.
Principalul dezavantaj este prețul ridicat. Nu numai că materialul în sine este scump, dar și principalii producători sunt concentrați în afara țării.
Dacă luăm în considerare durabilitatea materialului și absența problemelor în următorii 100 de ani, atunci costul nu arată ca un dezavantaj atât de semnificativ.Dacă problema alegerii țevilor de încălzire nu depinde de buget, atunci țevile de cupru vor fi cea mai bună opțiune.
Procesul de instalare este specific, așa că este mai bine să solicitați ajutor de la profesioniști.
Pentru ca sistemul de încălzire să funcționeze mulți ani, este mai bine să nu combinați țevi de cupru cu țevi de oțel nealiat. Acesta din urmă va rugini foarte repede. Dacă o astfel de combinație nu poate fi evitată, atunci lăsați țevile de oțel să fie în fața țevilor de cupru în direcția mișcării apei.

Varietate de produse din cupru

Țevile de cupru sunt clasificate în funcție de diferite criterii. Una dintre cele mai importante este modul în care sunt făcute. Conform acestui criteriu, produsele sunt împărțite în următoarele tipuri:
- Conducte de cupru necoacete. Sunt realizate din metal pur prin rulare sau ștanțare. Țevile au o rezistență ridicată și rezistă cu ușurință la presiunea de 450 MPa. Utilizarea acestei metode are unele dezavantaje. Rezultatul este un material cu plasticitate redusă, ceea ce îi limitează oarecum domeniul de aplicare.
- Recoaptă. Prelucrarea țevilor se realizează folosind o tehnologie specială. Esența sa constă în încălzirea materialului la 700 de grade, urmată de răcire. Răcirea se realizează treptat. Ca urmare a unei astfel de procesări, produsele din cupru își pierd rezistența. În schimb, plasticitatea acestuia crește. Datorită acestei caracteristici, țeava de cupru este utilizată pe scară largă pentru construcția unei conducte care are o configurație complexă.
Conform standardelor, țevile de cupru sunt fabricate în trei tipuri, care prezintă diferențe caracteristice în ceea ce privește proprietățile mecanice și operaționale. Deci, în funcție de gradul de duritate, produsele din cupru sunt împărțite în următoarele tipuri:
- Solid.Produsele sunt utilizate pe scară largă pentru conducte, care trebuie să aibă o rezistență ridicată. Distribuția conductei în timpul procesului de instalare se realizează numai prin preîncălzire. Conducta poate avea mai multe ture. Pentru a îndoi țeava la unghiul selectat, trebuie să utilizați un îndoitor de țevi.
- Semi solid. Țevile de cupru de acest tip pot rezista cu ușurință la expansiune dacă diametrul este mărit cu 15%. Produsul are o plasticitate mai mare decât materialul anterior. Dar, cu toate acestea, aveți nevoie de un îndoit de țevi pentru îndoire.
- Țevi moi. Capabil să reziste la distribuție cu un sfert de creștere în diametru. În acest caz, nu există goluri și fisuri. Produsul este ușor de îndoit. Pentru aceasta, materialul nu trebuie încălzit. Țevile din cupru moale sunt utilizate pe scară largă pentru sistemele de încălzire și alimentare cu apă. Ele sunt, de asemenea, utilizate pe scară largă în așezarea încălzirii prin pardoseală.
De asemenea, conductele de cupru sunt clasificate in functie de forma sectiunii. Sunt rotunde sau dreptunghiulare. Ultima opțiune este mult mai scumpă. Țevile dreptunghiulare sunt utilizate pentru fabricarea conductorilor speciali în echipamentele electrice. De asemenea, conductele de cupru pot avea diferite grosimi de perete (0,6 - 3 mm) si diametre (12 - 267 mm). În diferite zone se folosesc produse cu anumiți parametri. Asa de, Conductele sunt folosite pentru a construi o conductă de gaz, a cărui grosime a peretelui este de 1 mm, iar în instalații sanitare - 2 mm.
Productie
Pentru construcția de conducte pentru alimentarea cu apă și încălzire, se folosesc produse din cupru fără sudură. Sunt realizate folosind trei tehnologii:
- laminare la rece - deformarea piesei metalice are loc la trecerea între role rotative. Un orificiu traversant este creat prin metoda firmware-ului.Apoi manșonul este calibrat la dimensiunile dorite;
- tragere la rece - se bazează pe tragerea piesei de prelucrat printr-o unealtă de desen (unel de desen) cu un canal special care se îngustează în lungime. În procesul de desenare, metalul este comprimat la parametrii geometrici necesari și întins pe lungime;
- presare la cald - obtinerea unei conducte prin extrudare (extrudare) prin iesirea din matrice.
În producția industrială, se poate folosi una dintre aceste tehnologii sau o combinație a acestora. Compoziția echipamentelor și a operațiunilor tehnologice poate avea unele diferențe, dar procesul principal de fabricație constă întotdeauna în următorii pași:
- pregătirea piesei de prelucrat;
- laminare sau trefilare la rece sau presare la cald;
- tratament termic;
- lubrifierea țevilor și uneltelor;
- prelucrarea produselor finite și intermediare;
- tăierea în părți măsurate sau înfășurarea în bobine;
- controlul calitatii produselor finite.
Metoda nr. 2: Canelare (canelură de rulare)
Conductele create printr-o legătură cu caneluri de capăt (caneluri moletate) se practică de mult timp la construcția sistemelor de incendiu cu sprinklere (irigare). Din 1925, această metodă complet fiabilă de conectare a țevilor a fost utilizată pe conductele din oțel și fier pentru încălzire, ventilație, aer condiționat și alte sisteme.










Între timp, o metodă similară de conectare mecanică prin moletare este disponibilă și pentru țevile de cupru cu un diametru de 50 mm până la 200 mm. Kitul de conectare mecanică moletă conține:
- cuplaje,
- garnituri,
- diverse accesorii.
Sistemul mecanic de moletare oferă o alternativă practică la lipirea țevilor de cupru cu diametru mai mare. În consecință, metoda de moletare nu necesită încălzire suplimentară (aplicarea unei flăcări deschise), ca în cazul lipirii. lipire tare sau moale.
Canelura moletată de la capătul țevii de cupru este unul dintre elementele principale ale metodei de conectare „canelura moletă”. Măsurarea după rulare determină montarea potrivită
Conexiunea cu caneluri se bazează pe proprietățile de ductilitate ale cuprului și pe rezistența crescută a acestui metal în timpul lucrului la rece. Proiectarea presupune etanșarea sistemului de prindere, pentru care se utilizează o garnitură din elastomer sintetic (EPDM - Ethylene Propylene Diene Methylene) și o clemă special concepută. O serie de producători din întreaga lume oferă instrumente pentru crearea îmbinărilor cu caneluri - garnituri, cleme, fitinguri.
Fitingurile de diferite dimensiuni și clemele de lucru cu garnituri sunt utilizate în proiectarea conexiunilor realizate prin metoda canelurii moletate
Pregătirea și realizarea unei conexiuni cu caneluri moletate
Ca și în cazul altor procese de îmbinare a cuprului fără lipire, pregătirea corectă a capătului țevii este de o importanță primordială pentru a crea o sudură puternică și etanșă. Alegerea corectă a sculei de moletare pentru fiecare tip de țeavă de cupru este, de asemenea, evidentă. Recomandările producătorului trebuie urmate pentru a asigura pregătirea sigură și fără probleme a acestor tipuri de conexiuni.
Tabel de presiuni și temperaturi admise pentru acest tip de conexiune
| Tipul conexiunii | Interval de presiune, kPa | Interval de temperatură, ºC |
| Canelură, D = 50,8 - 203,2 mm, tip K, L | 0 — 2065 | minus 35 / plus 120 pentru K minus 30 / plus 80 pentru L |
| Canelură de rulare, D = 50,8 - 101,2 mm, D = 50,8 - 203,2 mm tip M | 0 — 1725 | minus 35 / plus 120 |
| 0 — 1375 | minus 30 / plus 80 |
Proces pas cu pas pentru asamblarea unui nod cu caneluri de moletare:
- Tăiați la dimensiune capetele țevilor de cupru exact perpendicular pe axă.
- Îndepărtați bavurile după tăiere și teșire.
- Rulați canelurile la dimensiunile dorite, conform cerințelor producătorului fitingurilor.
- Inspectați fitingurile, garniturile, clemele pentru a vedea dacă nu sunt deteriorate.
- Ungeți garniturile conform recomandărilor producătorului.
Înainte de asamblarea finală, inspectați suprafețele de prindere pentru curățenie și reziduuri. Asamblați compusul conform recomandărilor producătorului.
Fragment asamblat practic al nodului folosind metoda „canelură de moletare”. Garniturile elastice ale suportului de prindere sunt tratate cu o cantitate mică de lubrifiant înainte de așezarea finală a țevilor de cupru.
Piulițele de cleme trebuie strânse în cele din urmă la cuplul necesar, conform recomandărilor producătorului. După strângerea șuruburilor, zona clemei trebuie reexaminată pentru a se asigura că ansamblul este asamblat corespunzător.
Testarea întregului sistem moletat
Testarea unui sistem complet de conducte poate fi efectuată prin aplicarea unei presiuni de aer sau apă asupra sistemului. De asemenea, metoda hidropneumatică nu este exclusă atunci când se aplică o presiune de încercare relativ mare.
Cu toate acestea, trebuie luat în considerare faptul că valoarea presiunii de încercare nu trebuie să depășească presiunea de lucru maximă admisă specificată de producătorul sistemului de caneluri moletate.
nr. 7. Tevi din polipropilena pentru incalzire
Țevile din polipropilenă sunt realizate pe bază de polimeri, există mai multe tipuri de astfel de țevi, dar țevile PP din propilenă specială sunt de obicei utilizate în sistemul de încălzire. Materialele grupului termoplastic, care includ toate tipurile de țevi din polipropilenă, sunt instabile la temperaturi ridicate, prin urmare, pentru sistemele de încălzire, este necesar să se ia numai țevi armate, de preferință cu fibră de sticlă. Deci, de exemplu, țevile de tip PN25 sunt armate, rezistă la presiunea în sistem de până la 25 atm și o temperatură de +95C cu o creștere pe termen scurt la +120C.

Avantaje:
- durata de viata relativ lunga. Potrivit producătorilor, durabilitatea ajunge la 50 de ani;
- rezistență la coroziune. Suprafața interioară a țevilor rămâne netedă pe toată durata de viață, fără a afecta debitul. Datorită etanșeității, oxigenul nu trece în sistem și nu deteriorează elementele metalice ale acestuia;
- rezistență mecanică ridicată;
- greutate redusă;
- rezistenta la temperaturi scazute. Dacă apa este înghețată în conductă, nu trebuie să vă faceți griji cu privire la integritate - datorită capacității de a se extinde, materialul nu va fi deteriorat și va reveni la forma inițială după dezghețare;
- conexiune ermetică, care este asigurată prin fitinguri și sudură speciale;
- proces de instalare relativ ușor. Pentru a conecta elementele individuale cu fitinguri, se folosește o mașină de sudură specială, care este adesea numită fier de călcat și fier de lipit de către oameni. Este nevoie de câteva secunde pentru a suda îmbinarea și nu este dificil să înveți cum să lucrezi cu dispozitivul;
- nivel scăzut de zgomot atunci când apa trece prin țevi, mai ales în comparație cu omologii din metal;
- inofensivă totală pentru sănătate;
- pret relativ mic.Țevile din polipropilenă vor costa mai puțin decât țevile din metal-plastic sau din oțel inoxidabil.
Printre dezavantaje:
- incapacitatea de a utiliza în zone cu pericol de incendiu;
- expansiunea liniară mare are ca rezultat necesitatea utilizării compensatoarelor.
Adesea, dezavantajele includ rezistență scăzută la căldură, rigiditate scăzută și instabilitate la ciocănirea. Acest lucru se datorează alegerii greșite a țevilor din polipropilenă. Pentru sistemele de încălzire, sunt necesare doar produse armate care nu se lasă, rezistă la temperaturi și presiune ridicate. În plus, procesul de producție este de mare importanță: dacă tehnologia este încălcată, ies țevi de calitate inadecvată, așa că este mai bine să acordați preferință producătorilor eminenti de încredere.










Prezentare comparativă a prețurilor
În construcții, magazine de instalații sanitare puteți cumpăra țevi de încălzire care sunt realizate din diferite materiale:
- Cupru. Prețul mediu pentru 1 metru (diametru 20 mm) este de 250 de ruble. Temperaturile permise ale fluidului de lucru - până la 500 de grade Celsius. Ei transmit curenți vagabonzi, ceea ce este un dezavantaj.
- Polipropilenă. Prețul mediu pentru 1 metru este de 50 de ruble. Potrivit pentru temperaturi lichide de până la 95 de grade. Nu se oxidează. Nu poate rezista la loviturile de ariete puternice.
- Metal-plastic. Prețul mediu pentru 1 metru este de 40 de ruble. Temperatura maximă este de până la 150 de grade. Termenul de funcționare activă este de 15 ani.
Preturile variaza in functie de diametru, grosimea peretelui, faima producatorului.
 Tevi de cupru pentru incalzire
Tevi de cupru pentru incalzire
feluri
Tipuri de țevi din polipropilenă, în funcție de design:
- solid - din plastic omogen;
- armat - două sau mai multe materiale sunt utilizate în producție, care sunt combinate între ele.
Tuburile armate au mai multe diferențe față de părțile solide:
- partea exterioară este acoperită cu folie de aluminiu;
- un strat suplimentar de aluminiu poate fi în interiorul piesei;
- tuburile pot fi armate cu fibra de sticla.
Clasificarea țevilor din polipropilenă cu armare:
- Aluminiu. Poate fi armat cu un strat continuu sau plasa cu gauri mici. Prezența unui strat suplimentar de metal asigură o scădere a expansiunii termice a plasticului, o creștere a rezistenței, rezistenței la presiune.
- Fibra de sticla. Au o structură stratificată. Straturile principale sunt două straturi de polipropilenă, între care se află un strat de întărire din fibră de sticlă.
- Metal-polimer. Constă din 5 straturi. În exterior și în interior este polipropilenă. Straturi intermediare - adeziv. Cel central este din aluminiu.
Caracteristicile tehnice ale produselor armate sunt mai mari decât ale pieselor realizate dintr-un material omogen.
 Diverse tevi din polipropilena
Diverse tevi din polipropilena
Specificații
Caracteristicile tehnice ale țevilor din polipropilenă:
- Indicele de rezistență la îngheț - până la -15 grade. Țevile din acest material nu sunt potrivite pentru fabricarea țevilor de apă în aer liber.
- Conductivitate termică scăzută. Din acest motiv, lichidul ajunge de la un capăt la altul al conductei cu o diferență minimă de temperatură.
- Densitatea polipropilenei este de 0,91 kg/cm2.
- Rezistența chimică a materialului.
- Rată mare de expansiune liniară.
- Rezistență mecanică - 35 N / mm.
- Înmuierea polipropilenei începe la 140 de grade.
- Rezistență la căldură la purtători de căldură - până la 120 de grade.
- Topirea plasticului începe la 170 de grade.
- Intervalul de presiune de funcționare este de 10-25 atmosfere.
Conductele din acest material sunt realizate cu diametre de la 10 la 125 mm. Piesele sunt conectate folosind un fier de lipit special. Datorită lipirii, se obține o cusătură puternică, etanșă.