- Etapele muncii
- Tipuri de racorduri PE conducte
- Particularități
- Controlăm calitatea sudurii
- Parametrii de sudare și succesiunea operațiilor
- Mai multe despre acest subiect pe site-ul nostru:
- Instructiuni de sudare
- Reguli de baza
- Conexiune prin electrofuziune
- Sudarea cap la cap
- Tehnologia clopotului
- Metoda de difuzie pentru lipirea conductelor din PE
- Cum să îndoiți sau să îndreptați un produs
- Prezentare generală a metodelor de îndoire a țevilor
- Metode eficiente de îndoire a piesei de prelucrat
- Sudarea cap la cap
- Puncte forte ale utilizării electrofuziunii
Etapele muncii
Sudarea de către dvs. a liniilor de polietilenă este posibilă prin metoda electrofuziunii.
Instrucțiunea poate fi prezentată după cum urmează:
- preparare;
- fixarea cu un centralizator și montarea unui cuplaj;
- conectarea sudorului la cuplaj;
- sudare;
- scoaterea dispozitivului de sub conexiune.

În ciuda faptului că sudarea ar trebui să se facă acasă, capetele trebuie totuși tăiate cu un instrument special - un tăietor de țevi. Acest lucru vă va permite să obțineți o aliniere mai bună atunci când vă conectați. Este mai convenabil să eliminați depunerile de oxid de la joncțiune cu o racletă manuală sau folosind o tijă. Stratul de îndepărtat trebuie să fie la aproximativ 200 mm de marginea țevilor. Așchiile rezultate trebuie îndepărtate cu aceeași racletă. Părțile îmbinate trebuie degresate cu alcool. În această etapă, puteți folosi șervețele speciale.Pentru o amplasare cât mai precisă în centralizator, linia poate fi marcată în conformitate cu dimensiunile cuplajului. Conform acestor valori, va fi mai convenabil să fixați țevile și cuplajul.

Structura asamblată trebuie fixată cu respectarea normelor de siguranță. Terminalele mașinii de sudură trebuie conectate la conectorii de pe cuplaj. Dispozitivul pornește și este recunoscut codul de bare, care se află pe suprafața cuplajului. Modul majorității sudorilor este automat. Perioada de încălzire și răcire a cuplajului este stabilită chiar în momentul recunoașterii cifrului. Procesul de sudare va începe după ce codul a fost citit și se va termina cu un semnal sonor. Pentru a răci țeava, trebuie lăsată singură timp de șapte minute. Abia atunci clemele pot fi eliberate din centralizator, iar echipamentul poate fi scos de sub punctul de lipit.

Tipuri de racorduri PE conducte

Țevile din polietilenă pot fi conectate într-o singură linie folosind diferite metode. În plus, fiecare dintre ele este potrivit pentru condiții specifice.
- Așadar, îmbinarea tuburilor HDPE cu fitinguri și cuplaje (sudură cu priză) este utilizată în principal pentru amenajarea interioară a sistemului sanitar din casă.
- Instalare de conducte pe cont propriu folosind sudarea cap la cap. Această metodă este utilizată pentru instalarea unei secțiuni extinse de comunicație în scopuri exterioare. În acest caz, țevile pot fi așezate atât pe suprafața solului, cât și într-un șanț, urmate de acoperirea lor cu pământ.
- Sudarea prin electrofuziune. Această metodă de conectare a tuburilor HDPE este produsă folosind cuplaje speciale din plastic cu elemente spiralate încorporate în ele, care se încălzesc ca urmare a aplicării curentului.
Să aruncăm o privire mai atentă la fiecare dintre metode.
Particularități
Principala dificultate este că calitățile operaționale și tehnologice ale țevilor din polietilenă sunt în multe privințe similare cu caracteristicile calitative ale țevilor din polipropilenă. De asemenea, nu sunt supuse coroziunii. Suprafața interioară a țevilor nu este acoperită. Țevile au rezistență chimică ridicată. Materialul este ecologic, are o durată de viață lungă.

Dintre diferențe, profesioniștii notează rezistență scăzută la căldură. Prin urmare, conductele HDPE sunt utilizate numai pentru sistemele de alimentare cu apă rece și ventilație. Uneori sunt folosite pentru instalarea conductelor de gaz. Utilizarea țevilor din polietilenă este posibilă atunci când se transportă într-un mediu peste 40-50 de grade. O excepție este polietilena reticulata, care poate funcționa la temperaturi de până la +95 de grade. Țevile din polietilenă au o rezistență excelentă la îngheț, ceea ce le permite să fie folosite la temperaturi de până la -70 de grade.

HDPE sunt disponibile comercial cu un diametru de 20 până la 1200 mm. Datorită varietății de opțiuni, acestea sunt utilizate pe scară largă în diverse domenii. Pe lângă conductele de apă, se cumpără și linii de diametru mare pentru canalizare, atât pentru interior, cât și pentru exterior.







Caracteristicile tehnice ale țevilor HDPE sunt determinate de proprietățile bazei - polietilenă de joasă presiune. Este ușor, ceea ce face mai ușoară instalarea conductei, rezistent la presiuni de zeci de atmosfere. Dintre calitățile negative ale materialului, este de remarcat posibilitatea limitată de utilizare la temperaturi sub zero (HDPE devine sticlos), iar la temperaturi ridicate (mai mult de 40 de grade), HDPE își pierde rigiditatea. Când este încălzită la 70 de grade, baza de polietilenă crește în dimensiune, dar nu mult.
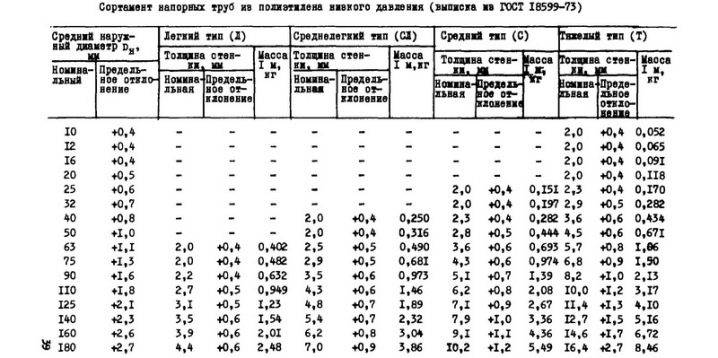
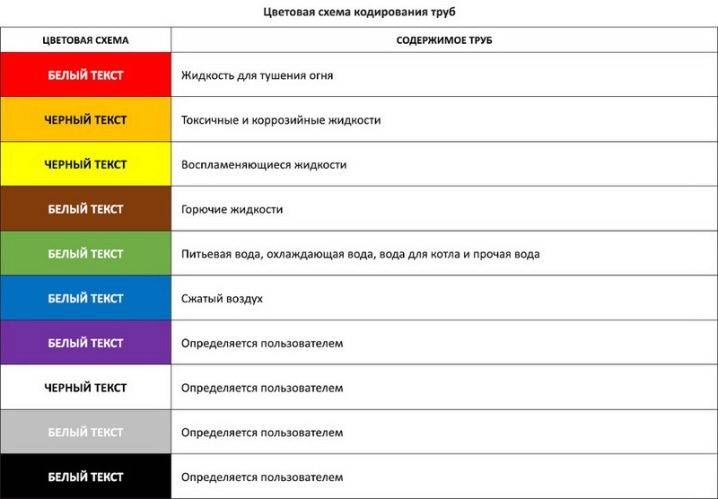
Gama de HDPE este reglementată de GOST, care a fost publicat în 2001.Toate marcajele aplicate pe una dintre suprafețele autostrăzilor respectă standardele. Marcarea facilitează alegerea opțiunilor potrivite. Primele litere includ numele furnizorului, apoi sortimentul PE, de exemplu, 1000 mm. Tabelul conține, de asemenea, denumirea grosimii liniilor, posibila presiune de lucru și maximă, data fabricării și numărul lotului.
Harta tehnologică a marcajelor conține și denumiri de culoare sub formă de dungi. Dacă priza este vopsită în galben, țevile pot fi folosite pentru conductele de gaz, dacă dunga este albastră, atunci numai alimentarea cu apă poate fi așezată din țevi. Schema de conectare a conductelor este întocmită ținând cont de segmentele standard disponibile în comerț - de la 5 la 25 de metri. Conductele principale de apă sunt de obicei realizate la comandă, au o lungime de până la 0,5 kilometri și, prin urmare, conțin un număr minim de conexiuni.
Controlăm calitatea sudurii
Când se instalează îmbinări sudate prin oricare dintre metodele descrise mai sus, este foarte important să se evalueze corect cât de înaltă este calitatea sudurii. Depinde dacă această secțiune a conductei poate fi utilizată sau dacă totul va trebui refăcut.

Partea cu două suduri regulate
De fapt, nu există atât de multe criterii de evaluare și amintirea lor este destul de simplă:
- Cel mai important semn al calității este prezența unei role de polietilenă uniformă pe toată circumferința țevii. Dacă rola este curbată, sau dacă există o depresiune în loc de rolă, legătura nu poate fi folosită;
- Următorul factor important este alinierea. Este permisă o ușoară deplasare a pieselor îmbinate, dar nu trebuie să depășească 10% din grosimea peretelui conductei;

Fotografie cu zona defectă în caz de nealiniere
- Înălțimea rolei de polietilenă topită este, de asemenea, limitată. Pentru țevi cu pereți de 5 - 10 mm, această valoare este de 2,5 - 3 mm, pentru țevi cu pereți de până la 20 mm - 5 mm sau mai puțin.
Desigur, dacă instalați o conductă de joasă presiune sau comunicații fără presiune, atunci o mică abatere poate fi neglijată, dar tot nu ar trebui să faceți acest lucru. Este mult mai ușor să faci o îmbinare sudată nouă decât să reparați ulterior o țeavă existentă.







Parametrii de sudare și succesiunea operațiilor
Opțiunile de sudare cap la cap includ:
- Gradul de presiune pe capete.
- Temperatura la care se topește materialul. Depinde de marca.
- Forța cu care capetele sunt presate pe elementul de încălzire.
- Durata procesului.

Secvența operațiilor:
- Primul pas în sudarea țevilor din polietilenă este curățarea capetelor țevilor de îmbinat.
- Fixarea tevilor in centralizatorul aparatului unde se va suda polietilena. Prelucrarea capetelor țevilor cu un tăietor pentru a asigura perpendicularitatea axei. În același timp, piesele finite sunt verificate astfel încât să nu existe goluri.
- Încălzirea capetelor țevilor cu o oglindă de sudură până la punctul de topire, care este de aproximativ 220 °C.
- Apăsând capetele țevilor cu forța necesară.
- Scoaterea conductei finite din dispozitiv.
Pentru a înțelege cum sunt sudate țevile din plastic, videoclipul de pe site-ul nostru va oferi informații mai detaliate. Astfel, vei putea să faci singur munca dacă ai echipamentul necesar.
Mai multe despre acest subiect pe site-ul nostru:
- Sudarea țevilor din polipropilenă - proces video Datorită costului redus și ușurinței de conectare, țevile din plastic ocupă o poziție de lider în instalarea sistemelor termice și sanitare. În comparație cu structurile metalice, țevile din polipropilenă...
- Tipuri de electrozi pentru sudare - sudare cu electrozi pe video Electrodul de sudura este o tija metalica de diferite lungimi folosita in procesul de sudare a pieselor dintr-o mare varietate de materiale. Scopul lor principal este de a furniza curent electric la...
- Sudură pentru începători - lecții video Sub cuvântul sudare, se acceptă în general înțelegerea unui proces tehnologic în care, ca urmare a încălzirii, se stabilesc legături intermoleculare și interatomice între părți. Astfel, materialele directe sunt conectate. Mai ales…
- Tutoriale video de sudare - urmăriți lecții de sudare cu un invertor pentru sudori începători Începătorii ar trebui să urmărească tutoriale video de sudare pentru a evita greșelile obișnuite și pentru a-și face munca de calitate și sigură. Trebuie să vă amintiți întotdeauna că...
Distribuie prietenilor tăi de pe rețelele sociale un link către acest material (dați clic pe pictograme):
Instructiuni de sudare
Dacă ați ales țevi din polietilenă, ați acționat cu înțelepciune, dar acum trebuie să fie instalate corect. Să învățăm
Reguli de baza
Indiferent de tehnologia pe care o alegeți - electrofuziune sau sudare cap la cap a țevilor de polietilenă, trebuie să respectați astfel de principii importante:
- Elementele de îmbinat trebuie să fie compatibile (atât ca compoziție, cât și ca parametri fizici).
- Sudarea cap la cap a țevilor de polietilenă poate fi efectuată numai dacă piesele au același diametru și grosimea peretelui egală.
- Marginile trebuie curățate și degresate temeinic.
- Capetele structurilor care nu sunt implicate în procesul de conectare trebuie închise cu dopuri pentru a evita expunerea la aer rece, care afectează negativ procesul.
- În timpul lucrului, este necesar să se minimizeze impactul mediului extern, și anume:
- la căldură, nu lăsați lumina soarelui să ajungă în zona de conectare;
- pe vreme cu vânt, creați o barieră pentru rafale de aer;
- pe vreme rece, se recomandă încălzirea camerei pentru lucru.
- În timpul sudării și răcirii structurii, excludeți impactul mecanic asupra sistemului.
Și acum să luăm în considerare în detaliu ce tehnologie de sudare a țevilor de polietilenă este sudarea cap la cap și utilizarea metodei electrofuziunii.
 Fotofragment al tehnicii de electrofuziune: încălzitoare conectate
Fotofragment al tehnicii de electrofuziune: încălzitoare conectate
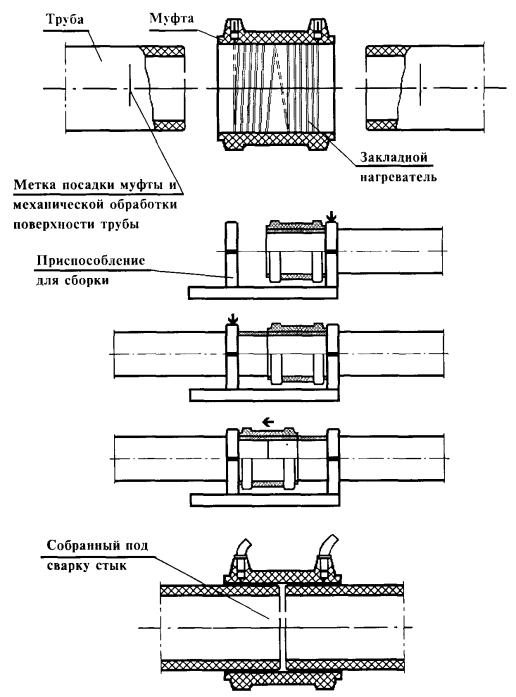
Conexiune prin electrofuziune
Acest tip de sudare, numită și sudare cu termistor, se folosește la fixarea elementelor de diferite grosimi și diametre de perete, precum și la instalarea conductelor fără presiune - instalații de drenaj, canalizare gravitațională etc.
Pentru a vă conecta folosind această tehnologie, veți avea nevoie de fitinguri speciale - electrofuziune. Acum amintiți-vă ordinea de lucru.
- Proiectați sistemul.
- Calculați numărul necesar de țevi și alte piese.
- Faceți o achiziție.
- Tăiați structura în bucăți de lungimea sugerată de plan. Asigurați-vă că tăietura este dreaptă, evitați curgerea materialului topit în sistem.
- Pregătiți și curățați piesele, inclusiv cuplajele. Nu va fi de prisos să degresați suprafața elementelor cu alcool, aplicând-o pe o bucată de cârpă.
- Dacă suprafața elementelor este oxidată, îndepărtați excesul cu o racletă specială.
- Fixați elementele în poziționar, ținând cont de aliniere.
- Înfășurați îmbinarea cu bandă adezivă pentru a preveni pătrunderea prafului.
- Închideți capetele deschise ale structurilor cu dopuri.
- Aplicați tensiune la bornele ambreiajului.
- Așteptați până când elementele, după ce s-au încălzit, sunt ținute împreună.
Sudarea cu termistor a țevilor de polietilenă trebuie efectuată numai dacă elementele conectate sunt imobile. În aceeași poziție, structura ar trebui să rămână până când cusătura s-a răcit complet.
 Așa arată o configurație de îmbinare
Așa arată o configurație de îmbinare
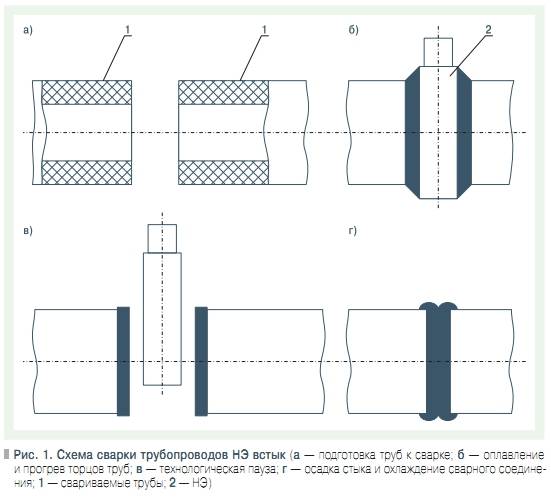
Sudarea cap la cap
Tehnologia și parametrii sudării cap la cap a țevilor de polietilenă sunt mai interesante, deoarece elementele sunt conectate la nivel molecular, formând o cusătură mai puternică. Această metodă este utilizată pentru montarea elementelor cu diametrul de 50 mm și grosimea peretelui de 5 mm.
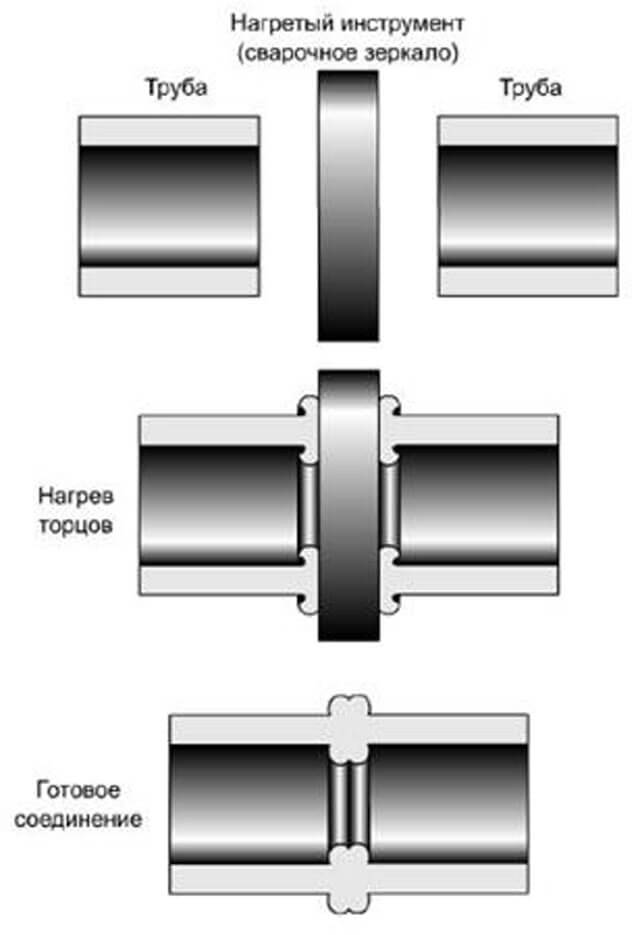
Cu această metodă, marginile produselor sunt încălzite cu un dispozitiv special de încălzire, apoi se topesc și în această stare sunt îmbinate, formând un singur întreg și o cusătură perfectă.
Procedura pentru acest tip de sudare până la punctul nr. 7 este identică cu opțiunea anterioară de conectare (cu excepția faptului că cuplajele nu sunt necesare pentru lucru).
Tabel pentru determinarea timpului de încălzire și răcire a elementelor de sudat
Și apoi diferă și merge în funcție de acest „scenariu”:
- introduceți capetele elementelor în aparat astfel încât placa de încălzire să fie între ele;
- apăsați marginile pe placă și nu modificați presiunea de presare până la procesul de topire;
- încălziți elementele, respectând normele (tabelul de mai jos pentru sudarea țevilor de polietilenă vă va ajuta în acest sens);
- scoateți placa și andocați capetele, exercitând o presiune uniformă asupra acestora;
- ținând nodul, așteptați ca polietilena să se răcească.
Tehnologia clopotului
Lipirea țevilor HDPE se poate face în mai multe moduri. Nu este nimic deosebit de complicat în aceste procese, dar sudorul trebuie să decidă care metodă i se potrivește cel mai bine.





Există o tehnologie de conectare la priză. Se mai numește uneori și „cuplaj”. Esența sa constă în conectarea elementelor cu ajutorul unor dispozitive speciale - fitinguri. Pe lângă acestea, veți avea nevoie de echipamente pentru lucru, și anume un aparat de sudură. Puteți alege un model manual pentru produse mici (până la 50 mm) sau unul mecanic pentru țevi de polietilenă cu diametru mare (de la 40 mm și mai mult).
De asemenea, trebuie să vă amintiți să pregătiți adaptoare sau duze de sudură pentru lucru și diverse instrumente pentru tăierea produselor.
Atunci când efectuați o astfel de sudare, este necesar să conectați partea exterioară a țevii la interiorul fitingului. Ambele suprafețe sunt încălzite de o duză de sudură: o țeavă este încălzită de un manșon, iar un fiting este încălzit de un dorn.
Dispozitivul pentru sudarea țevilor din polietilenă este destul de scump
Procesul real de sudare a soclului arată astfel:
- Mașina de sudură este încălzită la temperatura necesară;
- Fitingul se întinde cât mai mult pe dorn, iar în același timp se pune capătul țevii pe manșon până se oprește (toate acestea trebuie făcute foarte repede);
- Datorită diferenței de dimensiune a pieselor, apare un strat suplimentar care, atunci când este încălzit, se topește și se târăște sub forma unei mici role, numită bavură;
- Cordonul reduce diametrul țevilor și astfel le permite să intre în duza de sudură și să fie aliniate cu dornul cu fitingul;
- Toate piesele trebuie să se deplaseze în duza de încălzire până când se opresc, iar la acest moment, orice presiune asupra lor trebuie oprită;
- În plus, toate fragmentele sunt ținute în această poziție pentru timpul necesar;
- După sfârșitul timpului, fitingul este îndepărtat, conducta este scoasă din duză și aceste părți sunt combinate cât mai mult posibil;
- După ce fragmentul lipit s-a răcit, un al doilea produs trebuie sudat la celălalt capăt al fitingului.
Metoda de difuzie pentru lipirea conductelor din PE
Până în prezent, polietilena încă nu are o asemenea autoritate precum metalul sau metalul-plastic, dar, de fapt, rezistența și caracteristicile de performanță nu sunt mai rele. Tehnologiile moderne din etapa de producție fac posibilă realizarea de țevi PE de înaltă calitate și fiabilitate. Cel mai interesant mod de a le suda este difuzia, care nu necesită utilizarea unor echipamente speciale. Chiar și un începător va putea efectua lucrări de sudare în acest fel.

Polietilena de înaltă și joasă presiune (LDPE și HDPE) este unul dintre cele mai populare termoplastice polimerice, care se află la cea mai mare căutare în organizarea unei game largi de sisteme de alimentare cu apă, de canalizare etc. O caracteristică distinctivă a materialului polimeric este că atunci când este încălzit, se înmoaie, deoarece interconexiunea lanțului de molecule între ele se pierde. Pe măsură ce îngheață, își recapătă forța anterioară, de parcă transformarea nu s-ar fi întâmplat deloc. Această caracteristică face din polietilenă un material ideal pentru sudarea pe ea. În timpul înmuirii celor două produse, acestea pot fi conectate, ceea ce, după solidificare, va duce la cea mai durabilă legătură. Se va crea o sudură puternică între cele două piese.

Țevile din PE sunt sudate la o temperatură relativ scăzută de 270 de grade Celsius, ceea ce simplifică foarte mult sarcina prin alegerea echipamentului și utilizarea ulterioară.Timpul de funcționare este extrem de scurt (câteva secunde pentru fiecare treaptă) și poate fi reglat doar prin modificarea grosimii conductelor.
Cum să îndoiți sau să îndreptați un produs
Țevile din polietilenă sunt disponibile spre vânzare în lungimi drepte de 12 metri sau sub formă de produse solide înfășurate pe bobine mari. Fiind în stare răsucită, produsele iau forma de inele și se deformează. Înainte de a îndrepta sau îndoi o țeavă HDPE deformată, aceasta trebuie încălzită.

La asamblarea unei conducte, de multe ori devine necesar să îndreptați o țeavă de polietilenă deformată sau, dimpotrivă, să îndoiți o țeavă de polietilenă.
Polietilena de joasă densitate este renumită pentru elasticitatea sa bună. Dar își pierde această proprietate la o temperatură de încălzire peste + 80 ° C. Acest moment este folosit dacă este necesar pentru a schimba configurația produsului.
Dar merită să ne amintim că pentru îndreptare sau îndoire temperatura poate fi crescută doar pentru o perioadă scurtă de timp. La urma urmei, o țeavă de polietilenă aparține categoriei materialelor de construcție care, dacă este încălcat regimul de temperatură, pot fi deteriorate.
Prezentare generală a metodelor de îndoire a țevilor
Cel mai ușor este să îndreptați țeava, eliminând cutele care au apărut în timpul depozitării și transportului acesteia, după ce produsul este ușor încălzit. Dacă înlocuirea sau repararea conductei se efectuează vara, când razele soarelui sunt cât mai fierbinți, le puteți folosi pentru a realiza sarcina.








Pentru a îndrepta țeava HDPE, trebuie doar să o lăsați în lumina directă a soarelui timp de câteva ore, fixând ferm capetele segmentului.
Razele UV nu vor înrăutăți parametrii operaționali ai polietilenei, dar în același timp vor putea înmuia pereții produsului pentru o perioadă. Trebuie doar să fixați țeava înmuiată de-a lungul unui suport rigid sau a unui perete sau să o așezați într-un șanț pre-săpat. Înainte de a îndrepta țeava HDPE îndoită pe sol, trebuie să curățați zona.
Dacă lucrarea trebuie făcută iarna, folosiți apă fierbinte pentru a încălzi produsul. Dar această metodă este eficientă pentru țevi a căror dimensiune nu depășește 50 mm. Ca ajutoare pentru îndreptare, puteți folosi balustrade metalice și zidărie. În orice caz: cu cât lungimea produsului este mai mică, cu atât va fi mai ușor de lucrat.
Metode eficiente de îndoire a piesei de prelucrat
Dacă apare situația opusă când este necesară îndoirea țevii HDPE, se folosește același tratament termic. Pentru încălzire, se folosesc următoarele metode:
- suflat cu aer cald direcțional al unui uscător de păr de clădire;
- încălziți pereții produsului cu un arzător cu gaz;
- stropiți suprafața cu apă clocotită.
Pentru a simplifica procedura de îndoire, este mai bine să construiți un cadru de turnare. Cadrul, a cărui dimensiune corespunde cu diametrul țevii îndoite, poate fi realizat din foi obișnuite din fibră. Pentru ca suprafața cadrului să fie netedă, șlefuiți-o cu o bucată de șmirghel.
Pentru a îndoi conducta HDPE cu un uscător de păr, lucrarea se efectuează în următoarea secvență:
- Zona de tratat este încălzită cu un uscător de păr de clădire.
- Piesa de prelucrat înmuiată este adâncită în cadrul de turnare.
- Îndoiți cu grijă țeava, fără a aplica o forță excesivă pentru a nu rupe produsul la cot.
După ce ați creat unghiul de îndoire necesar, trebuie să lăsați produsul până când se răcește complet și abia apoi să îl scoateți din cadru.

Pentru a asigura încălzirea uniformă a suprafeței unui produs din polietilenă, conducta trebuie rotită constant în jurul axei sale, înlocuind diferite secțiuni sub raze.
Un punct important: atunci când încălziți conducta, este necesar să respectați „mijlocul de aur”. Dacă suprafața nu este suficient de încălzită în momentul îndoirii, țeava se poate rupe. Dacă, în momentul încălzirii, elementul de încălzire este adus prea aproape de produs, polimerul se poate aprinde.
Sudarea cap la cap

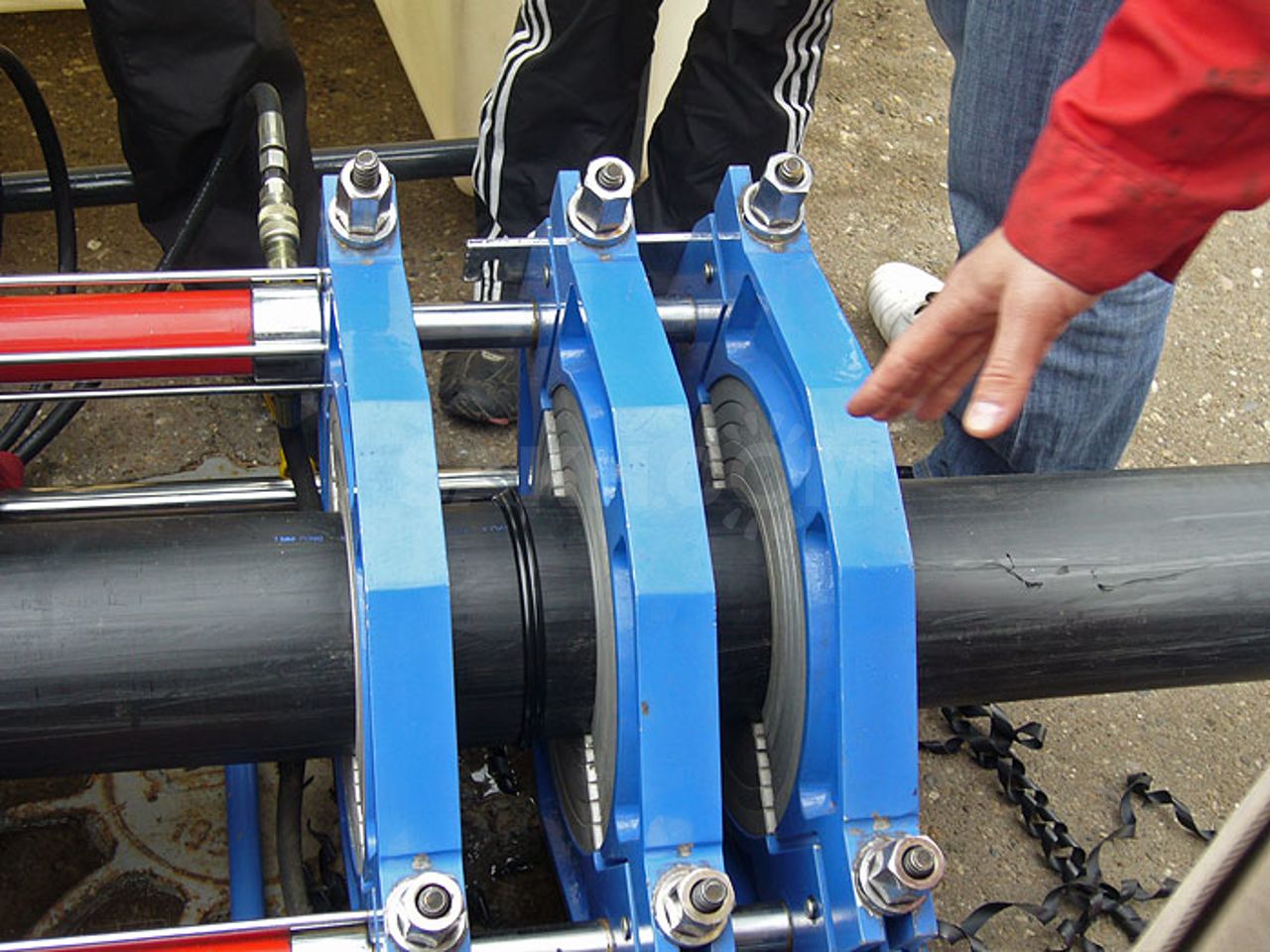
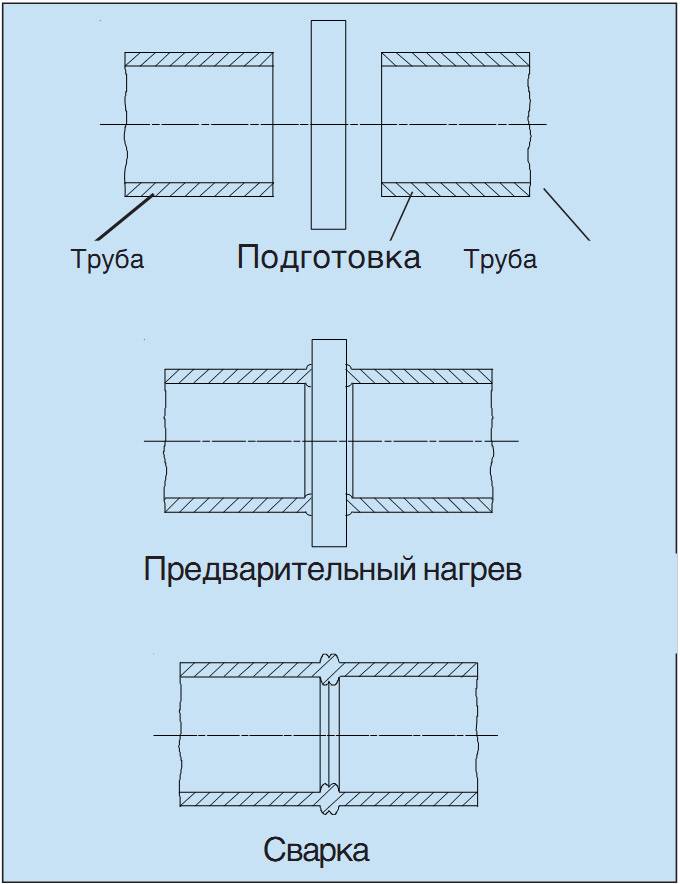
Puteți suda cap la cap țevile HDPE cu propriile mâini. Sudarea cap la cap se realizează folosind echipamente speciale cu acționare mecanică sau hidraulică. O astfel de mașină de sudură va permite îmbinarea a două elemente de tuburi până la o conexiune completă și strânsă. Cele mai populare dispozitive sunt cele care au control software. Un astfel de echipament se caracterizează prin automatizare completă și capacitatea de a controla procesul de sudare fără intervenția operatorului în ceea ce privește efortul fizic.
Înainte de a lucra cu propriile mâini, trebuie selectate țevi HDPE cu caracteristici tehnice uniforme. Este recomandabil să sudați tuburi chiar și din același lot. Deoarece aici polimerul este îmbinat la nivel molecular, această abordare va face cusătura de sudură mai etanșă și mai fiabilă.
Principiul sudării cap la cap este de a încălzi capetele țevii pe o placă specială. După topire, placa PE dintre capetele celor două țevi care urmează a fi sudate este îndepărtată și elementele sunt comprimate mecanic până când polimerul este complet amestecat și lipit. După aceea, țevile trebuie lăsate să se răcească complet.
Descrierea metodelor de sudare a conductelor din PVC
- Deci, pentru țevi cu o secțiune transversală de 20 mm, lungimea de topire (adâncimea de sudare) va fi de 14,5 mm;
- Elemente 25 mm - 16 mm;
- Pentru tuburi cu diametrul de 32 mm - 18 mm;
- Pentru tuburi cu secțiunea de 40 mm - 20 mm;
- Conducte cu diametrul de 50 mm - 23 mm.
Puncte forte ale utilizării electrofuziunii
În mod obișnuit, cuplajele electrice sunt utilizate în cazurile în care nu este convenabil sau practic să sudați țevi din polietilenă cap la cap. Cel mai adesea, acest lucru se întâmplă în puțuri de canalizare, canale înguste și incomode, gropi de instalare la baza și pereții caselor. Strict vorbind, cuplajele electrice vin în ajutor în cazurile în care sudarea cap la cap nu poate fi folosită.








Un alt avantaj al acestei metode de îmbinare a țevilor de polietilenă este confortul acesteia în caz de accident sau deteriorare a conductei. De regulă, astfel de situații necesită o depanare foarte rapidă. Sudarea țevilor HDPE cu cuplaje electrice se caracterizează printr-o ușurință considerabilă de implementare - în acest caz, nu sunt necesare cunoștințe speciale.

Ușurința instalării dispozitivului este asigurată de prezența unor găuri speciale pe acesta. Pentru a determina regimul optim de temperatură pentru andocare pe aparatele de sudură moderne, este prevăzută funcția de citire a informațiilor necesare direct din codul de bare, care este echipat cu cuplaje electrice. Procedura de conectare este implementată cu cele mai simple instrumente - un dispozitiv pentru decuparea capetelor conductei, un cuplaj electric și o mașină de sudură.



