
- Complexitatea procesului
- Sudarea sectorului
- Cu ajutorul nisipului
- îndoiți-vă în copac
- Vedeți prezentarea generală
- Prin plasare
- Tipul de unitate
- Protectie ovala
- Desenul unei mașini tipice
- Arc pentru îndoire
- Caracteristicile sortimentului de profile de îndoire
- Lucrați acasă fără mașină
- Care este problema îndoirii profilului
- Ce unități pot facilita operațiunea?
- Opțiunea # 1 - modele compacte de îndoit țevi manual
- Opțiunea #2 - îndoit țevi electrice pentru profesioniști
- Elemente structurale de bază
- Procesul de fabricație a mișcării
- Nuanțe de fabricație
- Dispozitive pentru lucru
- Îndoitor de țevi de bricolaj
- Dezavantajele mașinilor de casă
- Necesitatea contabilității de profil
- Varietăți de îndoire. Folosim un îndoit de țevi
- Metode de îndoire a țevilor de diametre mari
- Îndoit țevi pentru produse cu secțiuni pătrate și dreptunghiulare
- Tipuri de îndoit țevi care pot fi realizate
- Roller Roll Benders
- Realizarea unui îndoit de țevi de arbaletă
Complexitatea procesului
Toate materialele metalice pot fi îndoite parțial sau total. Procesul de răsucire se realizează în două moduri:
- impact mecanic;
- incalzire metalica.

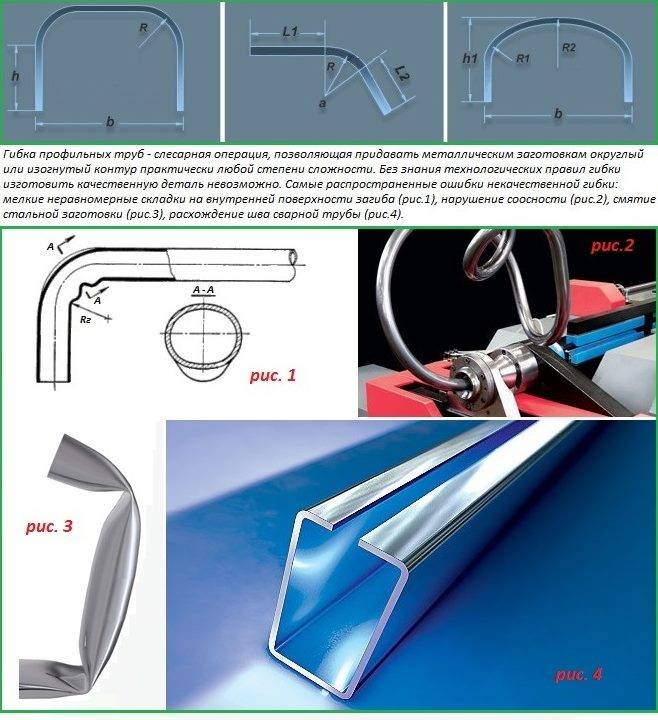
 Un produs metalic rotund are indicatori aproximativ egali. Cu toate acestea, conducta de profil are un unghi de 90°.Un astfel de unghi al țevii interferează cu o îndoire calmă, ca urmare, apar diverse pliuri, care ulterior se pot sparge sau rupe.
Un produs metalic rotund are indicatori aproximativ egali. Cu toate acestea, conducta de profil are un unghi de 90°.Un astfel de unghi al țevii interferează cu o îndoire calmă, ca urmare, apar diverse pliuri, care ulterior se pot sparge sau rupe.
Pentru a nu strica metalul, trebuie să știți clar cum să îndoiți o țeavă de profil acasă. Mulți rezidenți de vară, neștiind sensibilitatea la îndoire, cheltuiesc mult material, care este în consecință aruncat.
Sudarea sectorului
 Adesea, oamenii nu știu cum să îndoaie țevile din oțel inoxidabil, deoarece materialul inoxidabil are un aliaj mai puternic decât oțelul obișnuit. Desigur, datorită echipamentelor profesionale, acest lucru este ușor de realizat. Dar dacă nu există nimic la îndemână care să poată furniza o presiune mecanică suficientă? În acest scop a fost inventată sudarea sectorială.
Adesea, oamenii nu știu cum să îndoaie țevile din oțel inoxidabil, deoarece materialul inoxidabil are un aliaj mai puternic decât oțelul obișnuit. Desigur, datorită echipamentelor profesionale, acest lucru este ușor de realizat. Dar dacă nu există nimic la îndemână care să poată furniza o presiune mecanică suficientă? În acest scop a fost inventată sudarea sectorială.
Principiul său este că produsul de profil este pilit pe o parte la distanțe egale, după care materialul este îndoit în direcția dorită și fantele sunt sudate
În acest caz, este important să știți că țeava profesională are cel mai adesea pereți subțiri și când fantele sunt în apropiere, este foarte ușor să ardeți.
 Persoanele cu puțină experiență cu instrumentul ratează adesea tăieturile, făcându-le fie excesiv de frecvente, fie rare. Pentru a vă asigura că marcajul este corect, puteți lua un alt material pătrat elastic și îl puteți folosi ca șablon.
Persoanele cu puțină experiență cu instrumentul ratează adesea tăieturile, făcându-le fie excesiv de frecvente, fie rare. Pentru a vă asigura că marcajul este corect, puteți lua un alt material pătrat elastic și îl puteți folosi ca șablon.
Dacă aveți un arzător pe gaz la îndemână, atunci materialul de profil poate fi îndoit prin încălzire. Odată ce metalul este fierbinte, se deformează mai ușor, ceea ce ajută la evitarea cutelor pe interiorul peretelui. Dacă raza de îndoire este mică, vă puteți descurca cu o clemă obișnuită. Dar dacă este necesară o îndoire mai precisă, este necesar un perete de ghidare.
Cu ajutorul nisipului
Pentru a face un produs dintr-o țeavă cu profil îndoit, puteți folosi nisip. Capătul materialului este închis etanș cu un manșon special din plastic sau cupru. După aceea, în țeavă se toarnă nisip fin
Este important ca produsul să fie complet înfundat cu nisip. Deoarece spațiul gol din interiorul țevii este acum bine împachetat, materialul va fi mult mai ușor de îndoit mecanic.
Principalul lucru este să creați inițial un standard prin care puteți îndoi și ghida produsul.
îndoiți-vă în copac
 Această metodă este relativ des utilizată dacă diametrul țevii nu depășește 15 mm. Pentru ca îndoirea să aibă succes, capătul materialului trebuie să fie bine fixat. Dar ce să faci dacă nu poți ține materialul cu mâinile și pur și simplu nu există alte puncte de atașare nicăieri? Și pentru aceasta, cricuri de toate meseriile au venit cu o metodă de fixare. Cu siguranță că toate căsuțele de vară pot avea copaci. Este arborele care poate servi nu numai ca element de fixare puternic, ci și ca diametru pentru îndoirea țevii de profil.
Această metodă este relativ des utilizată dacă diametrul țevii nu depășește 15 mm. Pentru ca îndoirea să aibă succes, capătul materialului trebuie să fie bine fixat. Dar ce să faci dacă nu poți ține materialul cu mâinile și pur și simplu nu există alte puncte de atașare nicăieri? Și pentru aceasta, cricuri de toate meseriile au venit cu o metodă de fixare. Cu siguranță că toate căsuțele de vară pot avea copaci. Este arborele care poate servi nu numai ca element de fixare puternic, ci și ca diametru pentru îndoirea țevii de profil.
Vedeți prezentarea generală
Cei care sunt angajați în instalarea diferitelor structuri metalice trebuie să folosească un îndoit de profil. Acum a devenit la modă să instalați sere frumoase din profile metalice pe site-ul dvs. Sunt de încredere. Prin urmare, pentru sere, copertine (arcuite), și anume pentru fabricarea lor, un îndoit manual de profil este destul de potrivit. Este mic, poate fi instalat in orice incapere destinata diverselor lucrari de constructii.


Pentru îndoirea profilelor cu tensiune, puteți utiliza o mașină care funcționează pe principiul mașinii PGR-6. Acest produs are un mecanism de întindere conceput pentru a îndoi aliajele de aluminiu de-a lungul contururilor care nu sunt închise. În curbarea profilului, numărul de role joacă un rol major. Cel mai simplu design este format din 2 role.Astfel de modele sunt folosite pentru lucrări foarte ușoare.
Numărul de role și versatilitatea determină tipul căruia îi poate aparține o anumită mașină. Unele produse de rulare pot roti rolele doar într-o direcție, în timp ce altele se pot roti în ambele direcții simultan. Prin urmare, în primul caz, mașinile sunt numite nereversibile, iar în al doilea - reversibile.


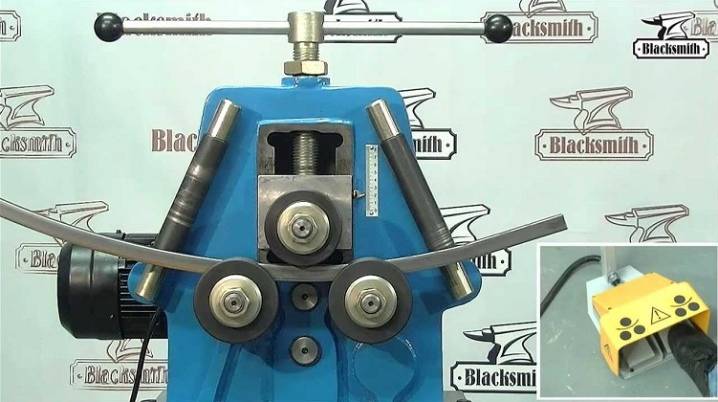
Luați în considerare, de exemplu, o mașină de formare cu trei role cu mișcare hidraulică a rolului superior. În el, profilul este fixat între role. Toate au motoare hidraulice și duze (potrivite pentru orice secție). Raza necesară este furnizată aici de o acţionare hidraulică. Prin urmare, aceste produse sunt foarte solicitate acolo unde este nevoie de o mașină pentru producerea de produse simple.
Cu ajutorul curbelor de profil de diferite direcții, este posibil să se realizeze diverse configurații din metal care diferă ca rază. Ele sunt capabile să producă piese de diferite curburi cu contururi atât asimetrice, cât și simetrice. Mai detaliat, îndoitoarele de profil au următoarele tipuri.
- Mașinile pneumatice de îndoit profile funcționează cu ajutorul pneumaticei.
- Există mașini hidraulice de îndoit profile.
- Există și curbetoare de profile manuale, mecanice și electromecanice.

Prin plasare
Îndoitoarele de profil sunt amplasate pe diferite suprafețe plane. Exemplare prea mari sunt instalate pe podea într-o cameră spațioasă. Datorita greutatii lor enorme, pot fi folosite doar in ateliere. Astfel de modele au o unitate electrică și funcționează din rețea. Alte copii sunt neapărat fixate cu ajutorul unor dispozitive speciale pentru a preveni deplasarea lor involuntară.Această categorie de mașini este destinată lucrărilor atât la scară industrială, cât și pentru uz individual. Mașinile industriale sunt folosite pentru îndoire acolo unde au loc lucrări de mare amploare. Deci, există mașini mobile și sunt staționare. Fiecare dintre ele are fie alimentare manuală, fie automată.







În cele mai multe cazuri, mașinile manuale de îndoit profile sunt folosite de specialiști. Unii le fac manual. Această opțiune este destul de accesibilă. Dar există și dezavantaje. De exemplu, este incomod să efectuați mai multe îndoiri simultan pe un singur profil. De asemenea, este dificil să lucrezi cu astfel de produse din cauza încărcăturii grele asupra persoanei. În plus, timpul de îndoire crește, este imposibil să controlezi raza de îndoire.
Tipul de unitate
Îndoitoarele de profil sunt clasificate în acest fel.
Un îndoit electric de profile, în comparație cu unul manual, poate funcționa la o viteză destul de mare. Excelează și în lucrul de precizie. Cu ajutorul unui astfel de dispozitiv, produsele metalice foarte rezistente pot fi îndoite. Poate prelucra toate tipurile de profile, chiar și grinzi în I și produse rotunde.





Protectie ovala

Principalele metode de îndoire la rece a unei țevi galvanizate prevăd măsuri care vă permit să îndoiți piesa de prelucrat, păstrând cât mai mult posibil forma secțiunii sale transversale. Acest lucru se face de obicei într-unul din două moduri:
- Utilizarea măsurilor de păstrare a formei secțiunii din interior (folosirea unui limitator intern).
- Utilizarea unui opritor extern pentru a preveni extinderea pereților laterali.
Materialele rigide ca umplutură își păstrează mai bine forma, așa că sunt mai des folosite.Dar datorită utilizării materialelor de umplutură elastice, suprafața exterioară a îndoirii are o întindere mai mică.
Desenul unei mașini tipice
Acum puteți găsi o mulțime de modele de îndoit manual de profil, care pot fi realizate din piese simple cu propriile mâini și fără abilități speciale. Unul dintre cele mai simple desene ale unei mașini de formare cu role permite îndoirea radială a țevilor și a profilelor dreptunghiulare. Nevoia pentru o astfel de îndoire a materialului apare cel mai adesea.
Desene ale unui îndoit de profil de casă
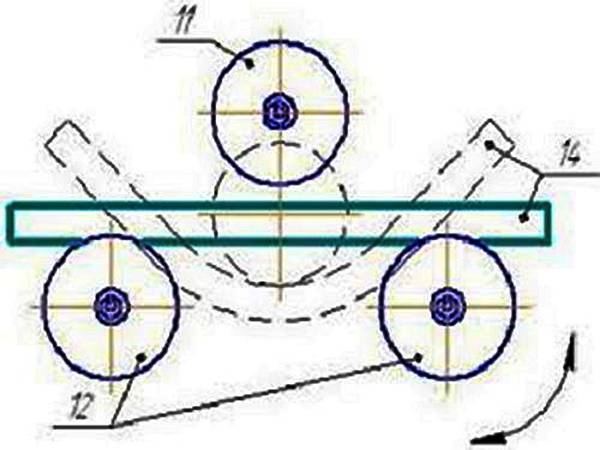
Principiul de funcționare a unui astfel de echipament de casă se bazează pe utilizarea a trei role - două suport și muncitorul principal. Această rolă de lucru este cea care va deforma țeava în timpul funcționării echipamentelor de casă.
Arborele de lucru principal trebuie să aibă un joc liber mic, care va limita parametrii ghidajelor. Pentru fabricarea unor astfel de elemente structurale se folosesc:
- plăci de oțel cu grosimea de până la 8 mm;
- o farfurie mare;
- un colț de oțel lung de 30 cm - aveți nevoie de 4 astfel de elemente;
- role auxiliare.
Rolele auxiliare sunt atașate de o placă mare cu ajutorul șuruburilor, iar folosind un aparat de sudură, colțuri care vor juca rolul de ghidaj.
Pentru a crește rezistența și fiabilitatea bazei, două colțuri de oțel ar trebui să fie sudate la fundul acesteia. Pentru a întări ghidajele de sus, o placă metalică cu un orificiu este atașată de ele folosind o mașină de sudură. Diametrul său trebuie să depășească secțiunea transversală a șurubului, care va exercita sarcina principală asupra arborelui de lucru al unui îndoit manual de profile realizat manual.
După finalizarea instalării rolelor de ghidare, mașina de îndoit va fi gata de funcționare și va fi posibil să oferiți țevilor și unui profil dreptunghiular orice configurație pe ea cu propriile mâini.
Arc pentru îndoire
Toți maeștrii știu despre această metodă. Esența sa este următoarea: un arc special cu secțiune pătrată din sârmă de oțel este plasat în interiorul țevii în locul în care este necesar să se obțină o îndoire. Arcul va servi ca dorn, secțiunea sa transversală ar trebui să fie cu 1-2 mm mai mică decât secțiunea interioară. Folosind un pistol de suflare, locul de îndoire ulterioară este încălzit, aplicat pe un semifabricat cu o rază de îndoire adecvată și, folosind forța, nu este apăsat puternic până când nu se obține curbura dorită. Această metodă este destul de simplă, dar atunci când o utilizați în timpul lucrului, se recomandă să respectați cu atenție măsurile de siguranță: lucrați cu mănuși speciale și folosiți clești.

Caracteristicile sortimentului de profile de îndoire
Cuiva i se poate părea că îndoirea unei țevi de profil de-a lungul unei raze fără un dispozitiv de îndoit țevi nu este o sarcină dificilă: îndoiți-o cu un ciocan după cum doriți și atât. Dar, practica arată că nu este atât de ușor să îndoiți acest metal laminat. Este dificil să faci o formă curbă netedă, păstrând în același timp toate caracteristicile. Cel mai simplu mod de a îndoi acest produs este să luați un îndoit special de țevi de uz casnic pentru a vă ajuta.
Faptul este că la schimbarea configurației, conducta este afectată de două forțe:
- compresie, care are un efect din interior;
- tensiune care actioneaza din exterior.
Când o țeavă profesională este îndoită incorect, își schimbă forma și pierde locația coaxială a unor secțiuni. De asemenea, un perete care se întinde pur și simplu poate să nu reziste la stres mecanic și să devină inutilizabil.Pe lângă aceste probleme, pot apărea contracții incorecte și încrețirea peretelui interior al piesei de prelucrat pliate. Nu este neobișnuit în cazurile în care este ușor să îndoiți o țeavă dintr-un profil de-a lungul unei raze, dar piesa de prelucrat este mototolită. După aceea, este deja potrivit doar pentru fier vechi.
Combinația acestor factori afectează creșterea nejustificată a costurilor, pe care un proprietar serios nu o va permite niciodată
Prin urmare, în ciuda faptului că această gamă de țevi este destul de flexibilă, nu ar trebui să vă grăbiți să o procesați și, înainte de a îndoi țeava de-a lungul razei acasă, este important să studiați tehnologia în detaliu. Acest lucru va fi discutat în continuare.
Tehnologia nu trebuie neglijată. Numai pentru un maestru înarmat cu cunoștințe, întrebarea cum să îndoiți un profil acasă nu va crea mari probleme. Toate recomandările despre cum să îndoiți corect produsele metalice profilate sunt date de meșteri profesioniști care au studiat această problemă în practică de mult timp.









Lucrați acasă fără mașină
Va fi posibilă obținerea îndoirii necesare din conducta profilată chiar și fără dispozitive speciale. Ai nevoie doar de o râșniță, un aparat de sudură și o tisă metalică. Algoritmul va fi următorul:
- măsurăm modelul necesar și apoi desenăm un șablon pe planul liber;
- îi aplicăm o piesă de prelucrat și marcăm punctul de îndoire pe ea;
- tăiem trei laturi ale unui profil pătrat, iar pe a patra va trebui să îndoiți țeava fără un îndoit de țevi, prinzând capătul liber într-o tisă;
- apoi sudăm piesa rezultată în această poziție;
- după sudare, cusăturile sunt curățate și piesele de prelucrat sunt montate în locul destinat.

Înainte să gătești teava profil 2 mm, sudorul trebuie să folosească echipament de protecție.Pe aparatul de sudura setam curentul experimental pentru a folosi electrozi cu diametrul de 3 sau 2 mm. Cele mari nu vor funcționa aici, deoarece dacă gătiți o țeavă de profil, de exemplu, cu un „patru”, atunci cavitatea va arde pur și simplu.
Care este problema îndoirii profilului
Metalul laminat cu o secțiune transversală dreptunghiulară este ușor de utilizat, semifabricatele pot fi îmbinate în diferite unghiuri. Dificultățile apar atunci când este nevoie de a da detaliilor de design o formă curbilinie. Acest lucru se datorează faptului că o forță de tracțiune acționează pe peretele exterior al produsului, iar partea interioară este supusă la compresiune.
Încercările de a îndoi o țeavă de profil fără un dispozitiv de îndoit țevi sunt asociate cu astfel de probleme:
- Apariția fisurilor în material. Dacă grosimea peretelui este mică, atunci este posibilă ruperea metalului.
- Sifonul laturilor. Un efect similar apare atunci când se aplică o presiune excesivă în timpul trecerii pieselor de prelucrat prin dispozitivele de îndoire.
- Apariția pliurilor interne. Cu cât este mai mare înălțimea profilului produsului și cu cât raza de pansament este mai mică, cu atât este mai mare probabilitatea unui astfel de defect.
- Pauza de sectiune. Apare atunci când o forță puternică este aplicată piesei de prelucrat.
- Modificarea configurației secțiunii. Dacă tehnologia este încălcată, există o deplasare a planurilor, axa longitudinală, curbura piesei sub formă de spirală.
- Reducerea rezistenței metalului. Un astfel de defect este o consecință a supraîncălzirii și a încălcării structurii cristaline a fierului din acest motiv.
Nu este greu de evitat astfel de complicații. Este suficient să abordați problema în mod competent și atent.
Ce unități pot facilita operațiunea?
Opțiunea # 1 - modele compacte de îndoit țevi manual
Achiziționarea de îndoit manual de țevi este recomandabilă numai dacă intenționați să îndoiți o cantitate mică de material. Ca instrument profesional, aceste modele nu pot fi utilizate din cauza productivității scăzute și a necesității unei ajustări aproximative a razei de îndoire a fiecărui produs. Această mașină vine de obicei cu mai multe role interschimbabile, prin intermediul cărora țeava de profil este îndoită, în funcție de dimensiunea secțiunii sale.
Pentru a obține unghiul de îndoire dorit, este necesar să treceți conducta prin mașină de mai multe ori. Totodata, de fiecare data trebuie sa rasuciti manual rola centrala, coborand-o tot mai jos. Rolele laterale rămân în poziție staționară, prin urmare, sub presiunea rolei centrale, profilul metalic este îndoit.

Unul dintre modelele de îndoit manual de profile, care permite îndoirea singură a unei țevi de profil în mai multe rânduri ale unui produs metalic între rolele laterale și centrale
Când lucrează cu un îndoit manual de țevi, o persoană va trebui să depună efort fizic. Echipamentul nu poate fi utilizat pentru îndoirea țevilor profilate cu o secțiune transversală mai mare de 40 mm.
Opțiunea #2 - îndoit țevi electrice pentru profesioniști
Spre deosebire de dispozitivele manuale de îndoit țevi, modelele electrice oferă îndoirea țevilor de înaltă precizie. Faptul este că raza de îndoire este setată cu o precizie de 1 grad mecanic sau electronic. Utilizarea acestui echipament de producție costisitor permite prelucrarea unui număr mare de țevi profilate pe schimb. De obicei, proprietarii de îndoit țevi electromecanice oferă publicului servicii, care ar trebui folosite dacă sunteți mulțumit de costul acestora.

Un îndoit de profile electromecanic instalat permanent în atelier asigură îndoirea precisă a țevilor profilate de diferite secțiuni pe o rază strict specificată
Dezavantajele curbatoarelor electrice de profile includ greutatea mare și costul ridicat, care este inaccesibil pentru cumpărătorul mediu.
Elemente structurale de bază
Principiul de funcționare
Pentru fabricarea unui anumit design de mașină, ar trebui să vă uitați la mai multe diagrame pentru a determina setul de piese. Cert este că, dacă este necesar, toate componentele nodurilor pot fi achiziționate pe bani, dar poți folosi și materialele care se află în ferma ta și nu plătești nimic pentru asta. În cele mai multe cazuri, meșterii de acasă se opresc la structurile frontale, iar pentru aceasta ar trebui să aveți la dispoziție:
- trei role metalice (role);
- Unitatea de lanț;
- axele de rotație;
- mecanism de antrenare;
- profile metalice (canale) pentru cadru.
Uneori, în absența rolelor metalice, acestea sunt înlocuite cu cele din lemn sau poliuretan, dar ... Un astfel de mecanism de rulare nu va rezista la o sarcină lungă, adică mașina își va îndeplini scopul, dar nu pentru mult timp. Are rost să-ți irosești munca pentru un beneficiu pe termen scurt dacă, cu efort sau chiar plătind o anumită sumă, poți găsi role de oțel?
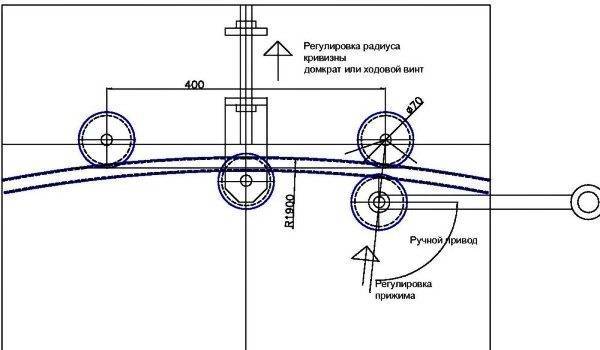
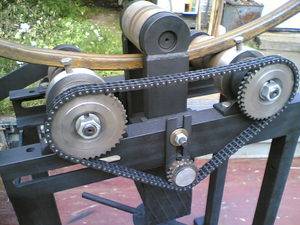
Schema unui îndoit simplu de țevi cu dimensiuni în mm
După cum înțelegeți, procesul de deformare a profilului are loc cu ajutorul rulării, adică țeava este rulată peste role (role), ceea ce elimină fracturile și fisurile.Pentru rulare (îndoire) profilul este introdus în linia de laminare (între role) și presat de sus cu un dispozitiv de fixare cu șurub sau un cric până la raza de îndoire dorită. Apoi, când butonul de alimentare este rotit, țeava se mișcă și cotul se desfășoară pe toată lungimea sa. Se pare că aceasta este o acționare manuală, care este pusă în mișcare de forța musculară, dar acasă un astfel de mecanism este foarte convenabil.

Profilul este prins cu un cric
Pentru a asambla o mașină de îndoit țevi, faci-te singur, vei avea nevoie de:
- cric (de preferință tip rack);
- profile metalice cu raft pentru cadru orizontal și vertical;
- arcuri din oțel aliat (se disting prin rezistență ridicată);
- trei arbori din oțel cu rulmenți;
- lanț pentru conducere (poate fi de la o bicicletă sau moped);
- angrenaje (conducătoare și conduse);
- accesorii groase pentru osii și mâner de antrenare.










Video: procesul de îndoire a țevilor
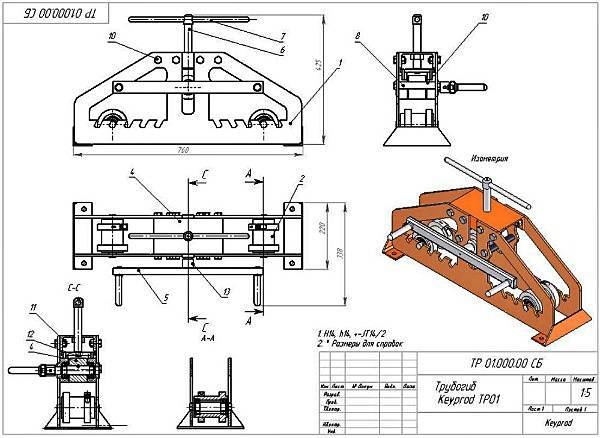
După cum puteți vedea, este mai ușor să faceți un îndoit de profil cu propriile mâini, conform desenelor disponibile, iar materialele foto și video ajută doar în acest sens. Îndoitorul de profil prezentat în imagine este antrenat de un mâner care rotește un arbore cu un angrenaj de antrenare. Cu ajutorul unui lanț, rotația este transmisă arborelui cu angrenajul antrenat, iar al treilea arbore presează profilul de sus până la unghiul de îndoire necesar. Totul este foarte simplu.
Procesul de fabricație a mișcării
Desene dispozitive de îndoire
Dacă sunteți interesat de cum să faceți un îndoit de profil, atunci va trebui să efectuați o serie de acțiuni care vor asigura această fiabilitate a mecanismului și aceasta:
- producerea unui cadru puternic asamblat prin sudură și legături cu șuruburi;
- conform termenilor din desen (atribuire tehnică), realizați și instalați axa de rotație pentru role. Există trei dintre ele - două de rulare și una de prindere;
- pentru rotirea rolelor de rulare este necesar să se prevadă o transmisie cu lanț, adică să se sudeze (exact) angrenajele antrenate și conduse;
- sudați un mâner pe angrenajul de antrenare pentru rotație.
Nuanțe de fabricație

Îndoit țevi gata
Dacă aveți toate piesele necesare disponibile, atunci nu este dificil să realizați un mecanism pentru îndoirea profilului. În primul rând, trebuie să țineți cont de faptul că toate rolele trebuie să se rotească pe rulmenți - precizia de rotație va asigura rularea corectă, fără defecțiuni și îndoituri. Angrenajele de antrenare și angrenajele conduse trebuie să fie centrate corect - o defecțiune din centru cu cel puțin 0,5 mm va duce la deformare incorectă (îndoirea se va dovedi a fi neuniformă).
Rola de presiune trebuie de asemenea să fie centrată - precizia unghiului de îndoire depinde de aceasta. Cel mai bine, atunci când dimensiunile tuturor celor trei arbori sunt aceleași - produsul laminat este cel mai clar. Precizia rulării depinde și de rigiditatea clemei, astfel încât arborele trebuie să fie bine fixat.
Dispozitive pentru lucru
Din textul de mai sus, a devenit clar cum să îndoiți țeava acasă. Dar toate aceste metode sunt potrivite pentru o singură utilizare. Dacă trebuie să îndoiți constant materialul, atunci este mai bine să obțineți o mașină specială. Dar, deoarece este scump, puteți face un jig din metal.
De regulă, sunt adesea necesare diametre diferite pentru produsele din țevi îndoite. Prin urmare, un conductor pur și simplu nu este suficient.
Îndoitor de țevi de bricolaj
Pentru a mecaniza îndoirea materialului și a nu cheltui bani, puteți face un îndoit de țevi acasă. Dar chiar și pentru un astfel de dispozitiv, va fi necesară o investiție mică. Pentru astfel de echipamente veți avea nevoie de:
- 2 role cu diametrul de aproximativ 10 cm;
- 1 rola cu clema;
- suport metalic.

 Două role sunt instalate și sudate paralel una cu cealaltă.A treia rolă cu o clemă este instalată chiar deasupra celor inferioare. În acest fel, puteți pune materialul și îl puteți apăsa cu rola superioară. După ce materialul este instalat, este suficient să-l rulați într-o direcție și în cealaltă. Dacă aveți nevoie de mai mult unghi, puteți în continuare să prindeți rola superioară și să repetați acțiunea.
Două role sunt instalate și sudate paralel una cu cealaltă.A treia rolă cu o clemă este instalată chiar deasupra celor inferioare. În acest fel, puteți pune materialul și îl puteți apăsa cu rola superioară. După ce materialul este instalat, este suficient să-l rulați într-o direcție și în cealaltă. Dacă aveți nevoie de mai mult unghi, puteți în continuare să prindeți rola superioară și să repetați acțiunea.
Dezavantajul unui astfel de aparat este că nu va fi posibil să se facă coturi cu o rază mică pe el. Pur și simplu nu există suficientă presiune pe clemă. Materialul care va fi obținut după o mașină de casă este ideal pentru sere, magazii și alte produse unde nu este necesar un unghi ascuțit.
Postat inițial 2018-04-18 12:13:42.
Dezavantajele mașinilor de casă
- Dificultatea de a minimiza eroarea în raza de îndoire a piesei de prelucrat.
- Limitarea razei de curbură.
- Lucrul la astfel de mașini este foarte dificil, așa că a face o cantitate mare de muncă este pur și simplu nepractic.
- Dificultate în îndoirea țevilor și a pieselor de prelucrat cu o secțiune transversală mare.
- Dificultate în schimbarea formei în diferite părți ale piesei de prelucrat.
Dacă este nevoie să lucrați cu piese care au o secțiune mică, vă puteți descurca cu cel mai simplu îndoitor de profil, format din doi știfturi și o bază. La deformarea pieselor mai groase, ar trebui să luați în considerare cu atenție caracteristicile de design ale acestora.
O atenție deosebită este necesară atunci când se lucrează cu țevi, deoarece pentru acestea există o dependență a razei de îndoire maxime admisibile de grosimea peretelui. În domeniul public, puteți găsi mese comemorative speciale pentru alegerea razei maxime
În ciuda faptului că procesul de realizare a unei mașini cu propriile mâini poate părea prea complicat și îi va speria pe mulți, economiile în comparație cu cumpărarea unui produs finit pot ajunge la câteva zeci de mii de ruble.Acest argument în favoarea curbelor de profil auto-fabricate poate fi numit foarte greu.
Necesitatea contabilității de profil
Categoria de laminare a țevilor de profil include produse care au o formă de secțiune transversală diferită - rotundă, pătrată, ovală sau plat-ovală. În ciuda acestei diversități, pentru construcția unei sere sau a unui baldachin, sunt utilizate în principal dreptunghiulare sau. Acest lucru se datorează faptului că este mult mai ușor să montați stratul exterior pe pereții lor plati.
Gama de țevi profil moderne este foarte diversă. Parametrii lor geometrici, dintre care principalii sunt aria secțiunii transversale și grosimea peretelui, determină capacitățile plastice ale produsului. Acesta din urmă caracterizează un astfel de indicator drept raza de curbură minimă admisă. Acest parametru vă permite să determinați până la ce rază minimă poate fi îndoită țeava, astfel încât să nu fie deteriorată.
Evitați greșelile comune care duc la deteriorarea pieselor de prelucrat
Pentru a determina un astfel de parametru al unei țevi cu sau un profil dreptunghiular ca rază minimă de îndoire, este suficient să cunoașteți înălțimea profilului său. Dacă intenționați să îndoiți o țeavă de profil cu o secțiune transversală sub formă de dreptunghi sau pătrat, trebuie urmate următoarele recomandări.









- Conductele a caror inaltime a profilului nu depaseste 20 mm pot fi indoite in sectiuni a caror lungime depaseste o valoare egala cu 2,5xh (h este inaltimea profilului).
- Produsele a căror înălțime a profilului depășește 20 mm pot fi îndoite cu succes în secțiuni a căror lungime corespunde cu 3,5xh sau mai mult.
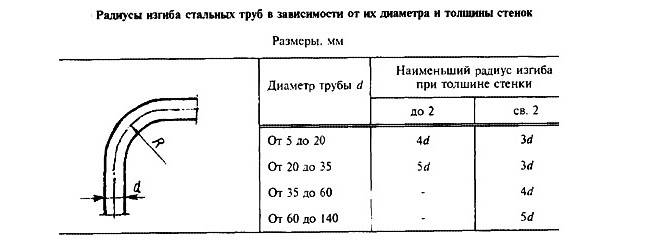
Minim razele de îndoire a țevilor de oțel
Astfel de recomandări vor fi utile celor care urmează să îndoaie țevile de profil cu propriile mâini pentru a realiza rafturi, copertine și diferite structuri de cadru din ele. În acest caz, totuși, trebuie avut în vedere faptul că posibilitatea de îndoire de înaltă calitate a țevilor este afectată și de grosimea peretelui acestora. Produsele cu grosimea peretelui mai mică de 2 mm nu trebuie deloc îndoite și, dacă este necesar să se creeze structuri din ele, utilizați îmbinări sudate.
La domiciliu, este posibil să îndoiți țevile profesionale, care sunt fabricate din oțeluri carbon sau slab aliate, ținând cont doar de anumite nuanțe. Astfel de țevi, după îndoire, se pot răsări înapoi și reveni la starea lor inițială, astfel încât structurile finite trebuie remontate conform șablonului. Valoarea elastică este caracterizată de un astfel de parametru al țevilor de profil precum momentul plastic de rezistență - Wp. Acest parametru este indicat în documentația de însoțire (cu cât este mai mic, cu atât țevile profesionale vor răsări mai puțin în timpul îndoirii lor).
Varietăți de îndoire. Folosim un îndoit de țevi
Există puține opțiuni - fie îndoiți o țeavă de profil fără un dispozitiv de îndoit țevi, fie folosiți o mașină proprie sau din fabrică.
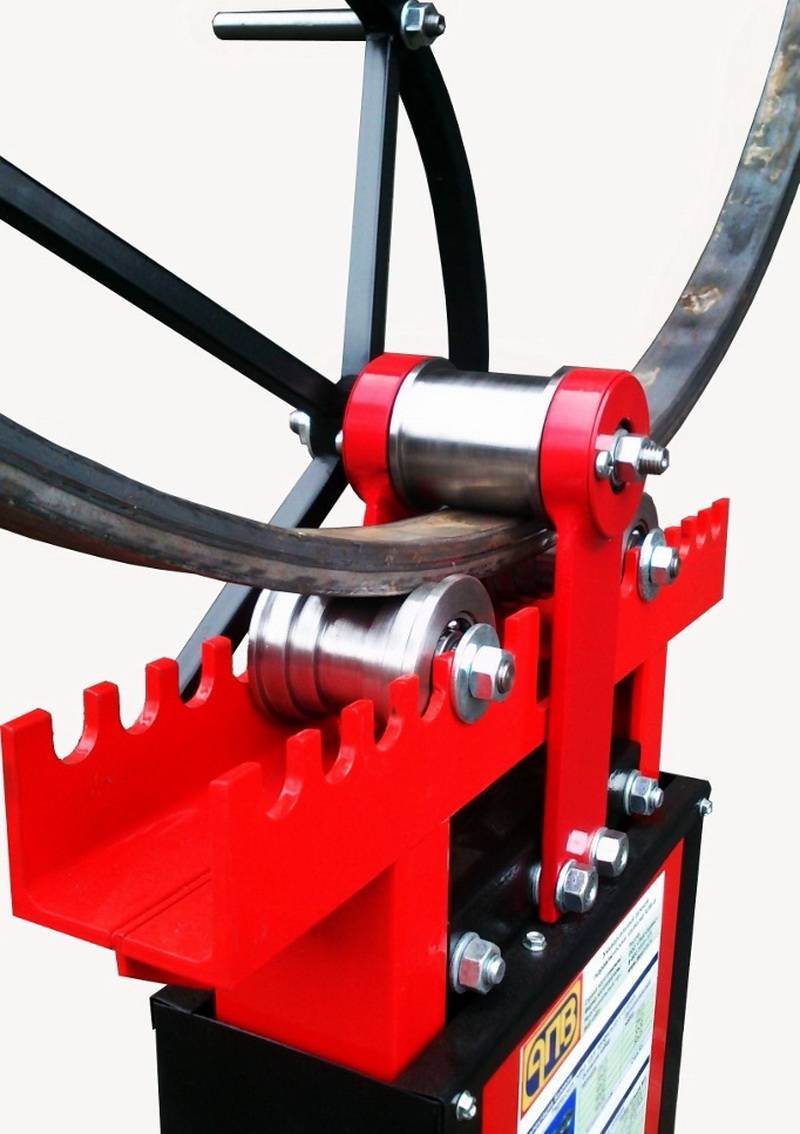
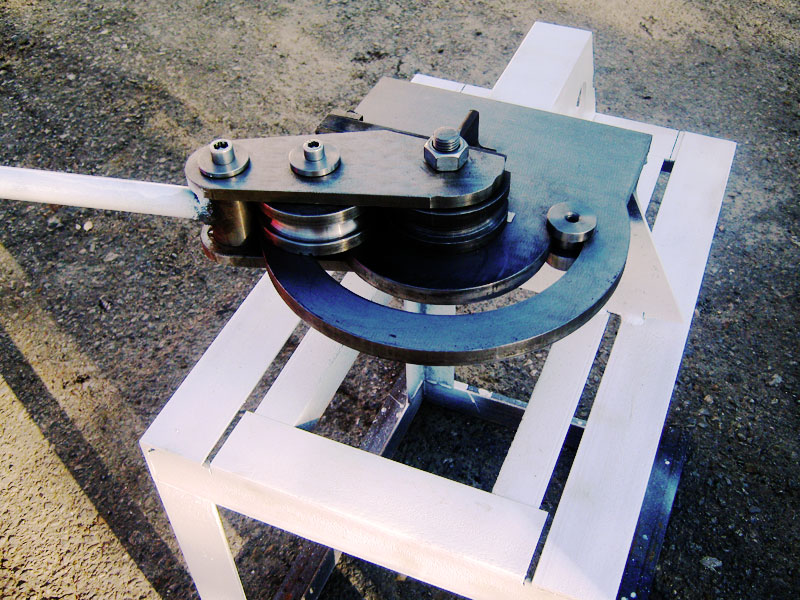
O vedere generală a unui îndoit manual de țevi este prezentată în figură. Amintiți-vă că dispozitivele corespunzătoare sunt produse și cu o acționare electrică, hidraulică și chiar cu control numeric.

Mașină compactă pentru îndoirea profilelor tubulare
Modul de îndoire a unei țevi de profil pe un îndoitor de țevi este întotdeauna indicat în instrucțiunile producătorului.Trucul este diferit: această tehnică se amortizează de la sine doar cu o utilizare foarte frecventă. Prin urmare, ne întoarcem la probleme mai reale.
Metode de îndoire a țevilor de diametre mari
Metodele apărute relativ recent sunt îndoirea țevilor cu participarea curenților industriali și de înaltă frecvență și îndoirea cu tensiune. În primul caz, se folosește o instalație de înaltă frecvență de înaltă performanță, în care o țeavă cu diametrul de 95–300 mm este încălzită, îndoită și răcită.
Este format din două părți - mecanică sub formă de mașină de îndoit și electrică, inclusiv partea electrică și instalație de înaltă frecvență.
Conducta este deformată numai în zona încălzită situată în zona inductorului. Modificarea geometriei la o dimensiune dată are loc sub influența unei role de deviere. Prin această metodă, este posibil să se obțină o îndoire cu o curbură de o rază mică.
Îndoirea folosind a doua metodă se efectuează pe mașinile de îndoit și întindere, care includ o placă turnantă. Conducta este supusă unor forțe mari de tracțiune și încovoiere. Astfel, se obțin curbe abrupte cu o grosime constantă a peretelui de-a lungul întregii circumferințe.
Metoda este utilizată pentru îndoirea țevilor cu diametru mare utilizate în industria aviației, auto, construcții navale, unde se impun cerințe ridicate asupra conductei. Avantajul este capacitatea de a îndoi țevi cu un perete de 2 - 4 mm cu 180⁰.
Îndoit țevi pentru produse cu secțiuni pătrate și dreptunghiulare
Mașină de îndoit profil - un dispozitiv cu arbori, dintre care unul, cu rulare liberă sub presiune, îndoaie uniform țeava cu forma dorită pe toată lungimea. Arborele sunt prelucrate la o anumită secțiune. Presiunea se aplica treptat pana se ajunge la cotul dorit.Forța este aplicată manual sau cu ajutorul unei acționări electrice, hidraulice. Un îndoit de țevi de acasă este proiectat pentru a fi îndoit un număr mic de produse, un îndoit de țevi profesional poate fi folosit pentru îndoirea în serie cu precizie garantată.
Datorită caracteristicilor de proiectare, îndoitorul de profile îndoiește calitativ țevi de oțel fără încălzire atât într-o secțiune separată, cât și pe toată lungimea în diverse unghiuri, în diferite planuri.

De asemenea, este posibil să faceți un dispozitiv de îndoire cu propriile mâini, va fi nevoie de mult efort, timp și bani, dar procesul de îndoire a țevilor va deveni mai ușor. Mașina manuală de îndoit profile este ușor de operat, are dimensiuni reduse, poate fi instalată într-un garaj sau un mic atelier. Îndoitorul de țevi trebuie să fie prevăzut cu o poziție stabilă de încredere, lucrul trebuie făcut lent, verificând constant respectarea șablonului. Cea mai simplă opțiune, potrivită pentru țevi subțiri, este mașina cu role Volnov. Într-un anumit loc al piesei de prelucrat prinse într-o menghină, se formează o îndoire cu ajutorul unei role, dar este necesară o rezistență fizică bună.
Cum să îndoiți o țeavă de profil acasă nu este o întrebare ușoară. Ar trebui să țineți cont de multe nuanțe și să faceți totul corect pentru a nu strica materialul
Se acordă multă atenție dimensiunilor secțiunii, grosimii peretelui, calculului razei de îndoire, de asemenea, merită să decideți dacă aplicați încălzire, umplutură sau nu.
Tipuri de îndoit țevi care pot fi realizate
Aceste dispozitive diferă prin scopul lor. De exemplu, dacă trebuie să îndoiți o țeavă metalică rotundă, se folosesc mașini de îndoit care sunt concepute special pentru țevi rotunde.
De regulă, astfel de modele de casă au role (sau role) cu o canelură pentru un anumit diametru al piesei de prelucrat.Cu toate acestea, în unele cazuri, pot fi utilizate și matrițe cu caneluri pentru tuburi rotunde.
Dispozitive ușor diferite sunt deja folosite pentru îndoirea țevilor cu profil pătrat și dreptunghiular, precum și a benzilor de oțel. Și se numesc cel mai adesea îndoitori de profil (sau îndoitori de țevi pentru o țeavă de profil).
Modelele de îndoit țevi pot diferi în funcție de ceea ce doriți să obțineți: doar îndoiți țeava la un anumit unghi sau trebuie să faceți un arc sau un inel.
Dacă intenționați să faceți o structură serioasă cu propriile mâini, care, dacă este necesar, poate fi ajustată la diferite moduri de funcționare, atunci va fi dificil să faceți fără un desen detaliat al unui îndoit de țevi.
Ei bine, în cazul în care aveți nevoie de un simplu îndoit de țevi de buget, atunci puteți face totul fără un desen.
Unele modele sunt destul de compacte și pot fi așezate pe o masă sau fixate într-o menghină fără probleme. Alte modele - necesită un loc separat în atelier, iar acest lucru trebuie luat în considerare.










Roller Roll Benders
Acest design este destul de popular printre amatorii de bricolaj. Adesea, pentru fabricarea sa se folosesc materiale improvizate, care se află în garaj sau atelier.
În același timp, dimensiunile dispozitivului în sine pot fi mici, ceea ce vă permite să îl instalați cu ușurință pe desktop.
Faceți o astfel de mașină de îndoit mașină de îndoit țevi sub puterea tuturor. Și acest lucru nu va dura mult timp. Una dintre variantele bugetare este prezentată în articolul de pe site.
O placă de metal acționează ca bază a mașinii de îndoit. Rolele de rupere (sau rolele de prindere) pot fi realizate pe strung. Dacă nu există strung, puteți comanda role de la un strungător.
Două role de presiune sunt instalate una lângă cealaltă, benzi metalice sunt atașate de ele. Mânerul de îndoit țevi poate fi realizat dintr-o bucată mică de țeavă rotundă.
Un mâner-pârghie cu role și un accent pentru piesele de prelucrat sunt atașate la bază (placă de metal).
Baza poate fi fixată pe masă cu șuruburi, găuri sau pur și simplu fixată cu cleme. De asemenea, puteți suda o bucată de placă pe bază pentru a o prinde într-o menghină de metal.
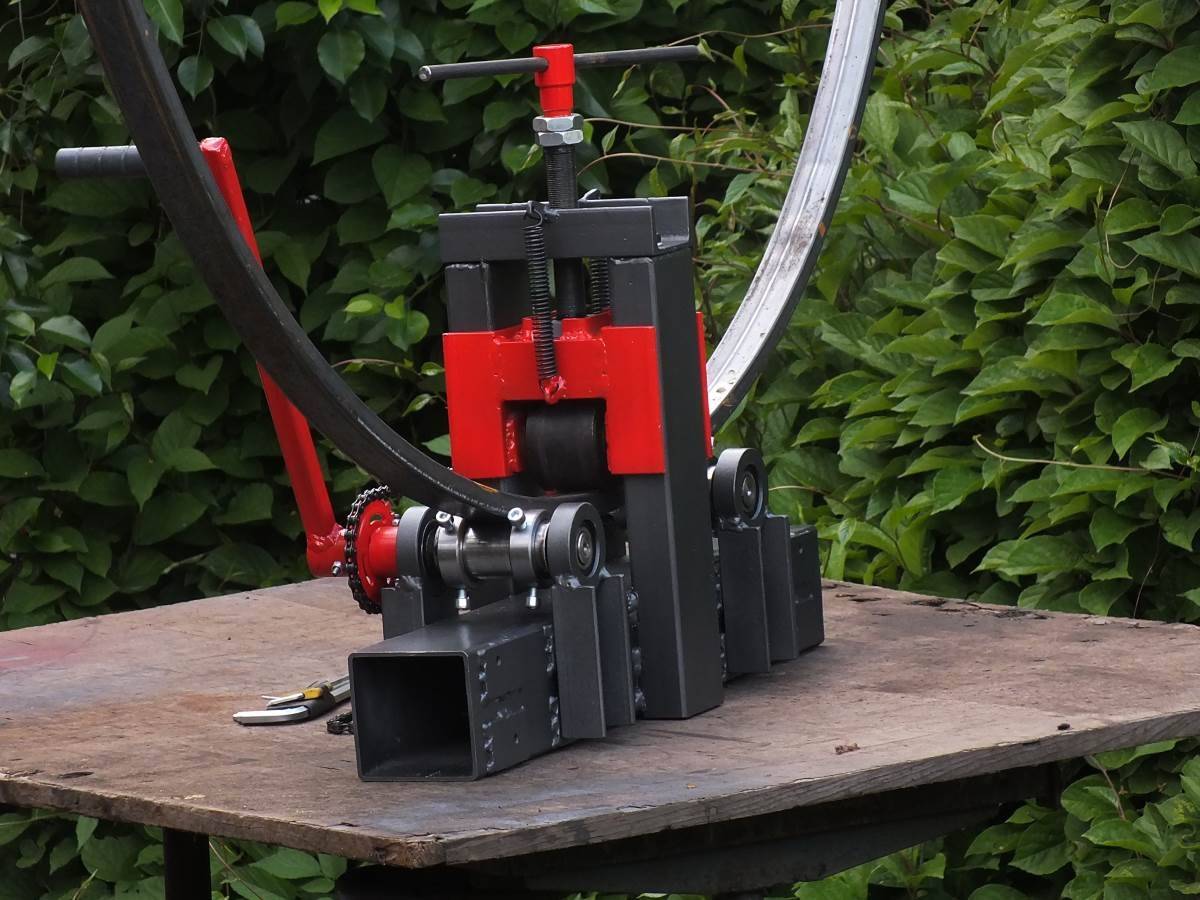
Realizarea unui îndoit de țevi de arbaletă
Una dintre caracteristicile acestui design este că poate fi folosit atât în plan orizontal, cât și vertical.
Și în acest caz, în loc de role de presiune rulante, se folosește o ștampilă (sau șablon) pentru un diametru specific de țeavă. Și aceste duze pot fi schimbate dacă este necesar.
Cum să faci independent un îndoit de țevi cu propriile mâini, care funcționează pe verticală, poți citi în articolul de recenzie. În astfel de dispozitive, de regulă, folosește o acționare hidraulică - de la un cric de mașină.
Cu această mașină de îndoit de casă, puteți îndoi țevi rotunde în diferite unghiuri. Piesele conductei sunt de obicei îndoite la un unghi de 45 și 90 de grade.
Ștampila în sine poate fi făcută dintr-o clătită veche cu gantere. Trebuie tăiat în patru bucăți. Apoi trei dintre ele sunt sudate împreună. Se face o canelură în centru pentru diametrul necesar al țevii rotunde.
Din canal sau I-beam (puteți folosi și un colț sau tablă) se face un pat de îndoit țevi. Ştampila în sine este montată pe tija cric. În partea de sus a patului sunt atașate opritoare pentru țeavă.
În ceea ce privește axa centrală a rolei fixată bine de cadrul mașinii de îndoit, aceasta ar trebui să fie din oțel bun.
Aproximativ același design pentru o mașină de îndoit care funcționează într-un plan orizontal. Cu toate acestea, în acest caz, se folosește un cric mecanic sau pneumatic.



