
- Instrumente de îndoit țevi
- placa de îndoire
- Îndoirea dornului
- Aplicație de îndoire a profilului
- Îndoire cu sau fără echipament de casă
- Metode auxiliare pentru îndoirea țevilor
- Ce poate fi îndoit și ce nu
- Alegerea instrumentului potrivit
- Clasificarea curbelor de țevi
- Tehnologia de îndoire a țevilor
- Modalități simple de a îndoi țevi
- Îndoit cu mâna
- Folosind metoda la cald
- Folosim materiale de umplutură - nisip și apă
- Metoda de tratament termic
- Raze de îndoire a conductei
- Raze de îndoire a conductei
- Cum să lucrezi cu un îndoit de țevi acasă
Instrumente de îndoit țevi
Întrebarea cum să îndoiți o țeavă fără un îndoitor de țevi nu va cauza dificultăți dacă utilizați cele mai simple dispozitive pentru a efectua această operațiune. Puteți efectua îndoirea la rece a țevilor folosind următoarele dispozitive.
- În cazurile în care este necesară îndoirea unei țevi moale (aluminiu) sau oțel cu o înălțime a profilului de cel mult 10 mm, se folosește o placă orizontală cu găuri, în care sunt introduse opritoare - știfturi metalice. Cu ajutorul acestor ace, produsele sunt îndoite în funcție de parametrii necesari. Această metodă are două dezavantaje serioase: precizia scăzută a îndoirii, precum și faptul că atunci când o utilizați, este necesar să aplicați un efort fizic semnificativ.
- Produsele cu o înălțime a profilului de 25 mm sunt cel mai bine îndoite folosind dispozitive de fixare cu role. Țeava este fixată în siguranță într-un menghin și se aplică o forță acelei părți a acesteia care trebuie îndoită folosind o rolă specială. Acest dispozitiv vă permite să obțineți o îndoire mai bună, dar necesită și aplicarea unui efort fizic.

Opțiune, după cum se spune, în grabă. Pârghia lungă a acestui dispozitiv extrem de simplu vă permite să faceți față unor țevi destul de groase.
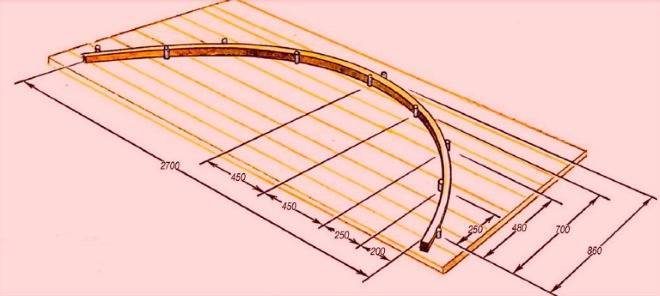
Pentru a forma o curbură cu o rază mare de curbură pe țevile ondulate din oțel sau aluminiu, se folosesc șabloane rotunjite fixe, pe care sunt montate cleme speciale pentru fixarea produsului. Pe un astfel de dispozitiv, țeava este, de asemenea, îndoită manual, cu forța așezând-o în canelura șablonului, a cărui formă corespunde exact razei de îndoire necesare.

Placajul și capsele metalice sunt tot ce aveți nevoie pentru a face un șablon de îndoire
placa de îndoire
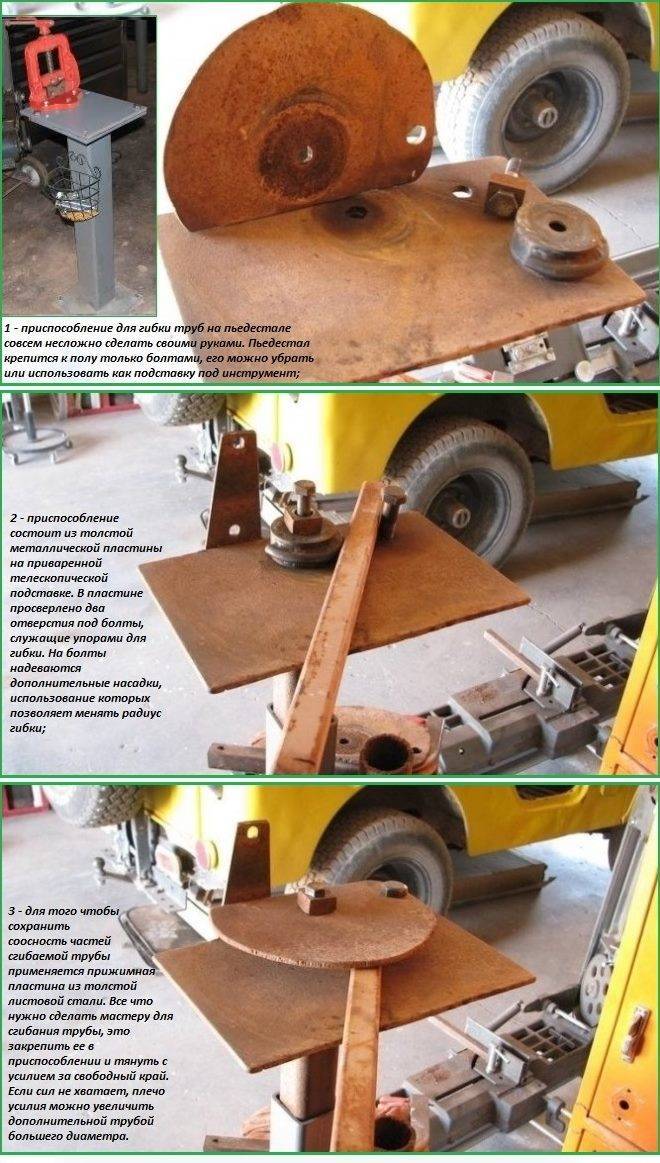
Pentru a îndoi eficient țevile de oțel sau aluminiu acasă, puteți realiza o placă de îndoire îmbunătățită, folosind următoarele îndrumări.
- Rolul unei astfel de plăci este jucat de un panou, care este tăiat din tablă de grosime mare.
- Panoul, realizat în acest fel, este sudat pe rack, care este instalat pe un piedestal special.
- În panou sunt găurite două găuri, necesare pentru instalarea șuruburilor care servesc drept opritoare pentru conducta de profil.
- Pe unul dintre șuruburile de oprire este instalată o duză specială, cu ajutorul căreia se reglează raza de îndoire.
- Pentru a asigura alinierea secțiunilor de țeavă adiacente coturii, deasupra piesei de prelucrat este plasată o placă metalică, fixată cu șuruburi.
Îndoirea dornului
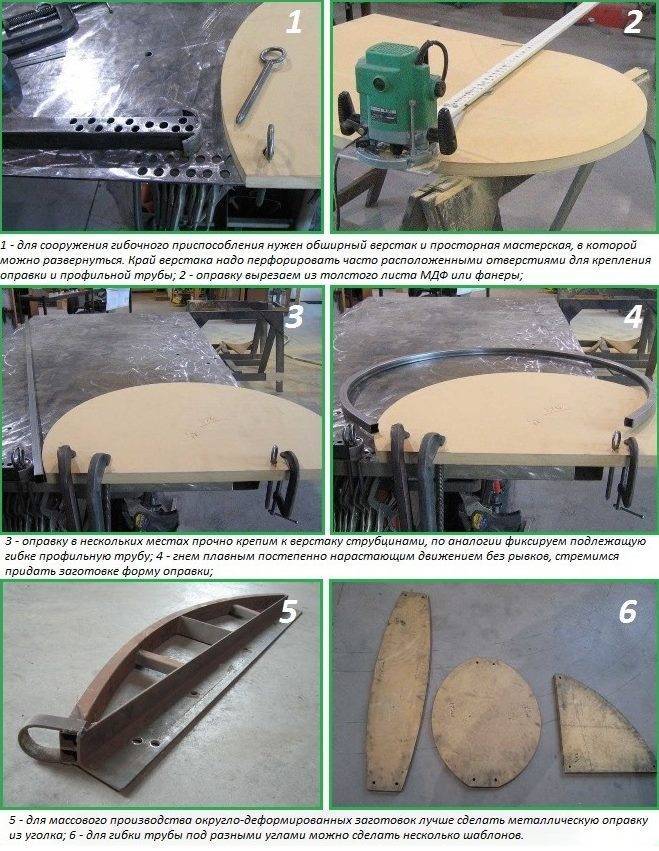
Pentru îndoirea produselor din țevi cu profil acasă, a căror înălțime a peretelui nu depășește 25 mm, se poate realiza un dorn special. În aceste scopuri, este mai bine să utilizați un banc de lucru general, pe suprafața căruia va exista suficient spațiu pentru un astfel de dispozitiv. Pentru a selecta locația optimă a elementului care fixează țeava îndoibilă, se fac găuri adesea localizate la un capăt al bancului de lucru. Un șablon special este responsabil pentru asigurarea razei de îndoire necesară a țevii ondulate, care poate fi realizată din placaj gros sau un colț metalic dacă urmează să-l folosiți des.
Aplicație de îndoire a profilului
Desigur, dacă aveți o cantitate semnificativă de muncă la îndoirea țevilor de profil, este mai bine să faceți o mașină specială pentru aceasta, ale cărei desene sunt ușor de găsit pe Internet. Nu vom analiza aici această problemă, deoarece este luată în considerare mai mult decât detaliat în articolele de pe link-urile de mai jos.

Nu vă puteți lipsi de o astfel de mașină, chiar dacă trebuie să îndoiți țevi cu o secțiune mare de profil. Principalele corpuri de lucru ale unei astfel de mașini, care se caracterizează printr-o versatilitate largă, sunt trei role, dintre care două sunt fixate nemișcate, iar prin schimbarea poziției celei de-a treia, se ajustează raza de îndoire a produsului. Ca unitate de antrenare pentru un astfel de dispozitiv, se utilizează o transmisie cu lanț și un mâner care este rotit de către operator.
Pot fi necesare conducte curbate la instalarea aparatelor de încălzire, a instalațiilor sanitare, la instalarea conductelor într-o casă etc. Dacă nu ați achiziționat bucățile necesare de țevi deja îndoite, atunci le puteți îndoi singur acasă.Singurul lucru care poate merge prost este îndoirea țevii spre interior și ruperea acesteia, deoarece la îndoirea metalului produsului, acesta suferă atât compresie, cât și tensiune simultan. Și pentru ca acest lucru să nu se întâmple, trebuie să respectați următoarele sfaturi.
Îndoire cu sau fără echipament de casă
Această opțiune este comună, deoarece un cric este un instrument foarte popular pe care îl au majoritatea șoferilor. Este perfect pentru îndoirea metalului laminat acasă. Conform principiului de funcționare, această metodă este similară cu un îndoit de țevi cu arbaletă. Conducta este fixată în trei puncte, dintre care două sunt opritoare, iar al treilea este tija cricului.
Utilizarea unui polizor unghiular (polizor) pentru îndoirea țevilor profilate
Această metodă funcționează cu un profil de secțiune dreptunghiulară. De-a lungul a trei pereți se fac mai multe tăieturi, al patrulea rămâne neatins. Datorită apariției tăieturilor, țeava este ușor îndoită, după care tăieturile sunt sudate și lustruite.







![§ 29. Îndoirea țevilor [1980 Makienko N.I. - curs general de instalatii sanitare]](https://fix.housecope.com/wp-content/uploads/d/8/f/d8f00e83aca4da127ce2c77d06c2c08a.jpg)


Îndoit țevi cu role de casă
Excelent pentru obținerea unei coturi de diametru mare pe o țeavă de profil. Este convenabil pentru ei să îndoaie, de exemplu, o țeavă pentru sere. O bucată de metal este fixată pe role, presată și rulată. Apoi se strânge din nou și se rostogolește din nou. Rezultatul este o rază mare de îndoire uniformă.
Metode auxiliare pentru îndoirea țevilor
Umplere
Un umplutură este plasat în conductă pentru a umple spațiul interior. În acest caz, capetele sunt etanșate, pentru aceasta puteți folosi sudarea. Utilizarea umpluturii vă permite să „reparați” volumul intern. Când îndoiți, evitați apariția de „valuri”, „ondulări” pe interiorul colțului și faceți îndoirea mai fină.Nisipul de cuarț pur este adesea ales ca umplutură.
Căldură. Creșterea ductilității metalului în timpul îndoirii
Metalul încălzit devine mai moale, cu atât temperatura acestuia este mai mare. Conducta metalică este încălzită folosind arzătoare cu gaz, încălzire prin inducție, precum și orice altă metodă disponibilă. Temperatura de încălzire depinde de metal. Oțelul slab aliat și standard obișnuit este încălzit până la ~500 de grade Celsius.
Folosind aceste metode, puteți îndoi o țeavă de metal cu propriile mâini acasă, fără a folosi echipament specializat și puteți obține rezultate bune.
Ce poate fi îndoit și ce nu
Mulți compatrioți se întreabă dacă este posibil să îndoiți țevile din polipropilenă și cum să o faceți corect ().
Luați în considerare ce materiale sunt supuse deformării mecanice fără a aduce atingere funcționării ulterioare și care nu sunt.
Este posibil să îndoiți aproape toate produsele metalice, inclusiv țevile din aluminiu, cupru și oțel de diferite diametre. Este mai dificil să schimbi configurația oțelului inoxidabil și a aliajelor dure similare.
Pentru deformarea corectă a tuturor metalelor fără excepție, este necesară o mașină specială de îndoit țevi. Utilizarea unei mașini speciale nu numai că va asigura calitatea optimă a îndoirii, dar vă va permite și să finalizați sarcina cu un efort fizic minim.
Unii instalatori, pentru a economisi fitingurile, încălzesc polipropilena cu un uscător de păr industrial și o îndoaie la forma necesară. Nu este practic să faceți acest lucru, deoarece din cauza deformării în combinație cu încălzirea, o țeavă de plastic curbată va avea o grosime neuniformă a peretelui pe raza exterioară și interioară.
Ca urmare, funcționarea conductei de apă construită va fi de scurtă durată, deoarece sub presiunea mediului lichid, în timp vor apărea fisuri în peretele subțire.
Alegerea instrumentului potrivit
Arcul este un instrument eficient pentru lucrul cu metal-plastic. Arcurile de pe piata sunt de doua tipuri: externe si interne. Ambele tipuri de instrumente se disting printr-un preț accesibil. Instrumentul trebuie selectat în funcție de diametrul exterior sau interior al țevii.
Aparatul este realizat din otel lustruit. Suprafața netedă a bobinelor vă permite să îndepărtați arcul din țeava îndoită. Utilizarea unui arc face posibilă asigurarea aceluiași diametru în secțiune transversală în toată curba.
Un îndoit de țevi este o gamă largă de mașini sau dispozitive concepute pentru a deforma metalul laminat, ținând cont de unghiul și raza de îndoire necesare. Dispozitivele sunt utilizate în mod activ în construcția de conducte în diverse scopuri de diferite configurații și dimensiuni.
Clasificarea curbelor de țevi
Toate dispozitivele de îndoit țevi moderne îndeplinesc următoarele cerințe:
- posibilitatea de a se îndoi la un unghi de până la 180 de grade;
- capacitatea de a lucra cu țevi din diverse materiale, inclusiv compoziții de aluminiu, cupru, oțel și polimeri.
Un astfel de echipament, în funcție de tipul de acționare utilizat, este împărțit în următoarele categorii:
- Modificări manuale
, de regulă, sunt aplicate pentru a lucra cu țevi de diametru mic. Aparatul este antrenat de un guler, căruia i se aplică un efort muscular semnificativ. - Modificări hidraulice
este cea mai bună alegere pentru lucrul cu țevi al căror diametru nu depășește 3 inci.Funcționarea dispozitivelor hidraulice vă permite să lucrați cu țevi fără efort fizic excesiv. Pe piață există îndoitoare hidraulice mobile și staționare. - Modificări electromecanice
prezentate pe piață cu dispozitive universale concepute pentru a efectua îndoirea de înaltă precizie. Principalul avantaj al unor astfel de îndoit țevi este capacitatea de a lucra cu produse metalice laminate cu pereți subțiri fără amenințarea de deteriorare.
În funcție de metoda de îndoire și configurația piesei de lucru, unealta poate fi:
Arbaletă
, unde o matriță de ghidare metalică înlocuibilă este utilizată ca element de deformare, care este selectată pentru un anumit diametru al țevii.

Segment
, unde metalul laminat este tras de un segment special care înfășoară țeava în jurul său.

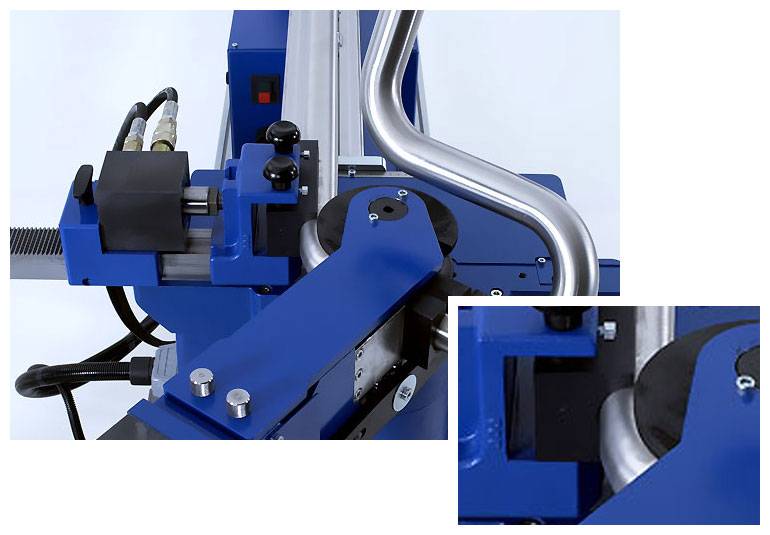
În fotografie - o mașină cu dorn
Dornov
, unde se lucreaza cu metal laminat atat din exterior cat si din interiorul conductei. Această caracteristică permite dispozitivului să fie utilizat pentru a schimba configurația țevilor cu pereți subțiri fără amenințarea de rupere sau încrețire a metalului de-a lungul diametrului interior.








Tehnologia de îndoire a țevilor
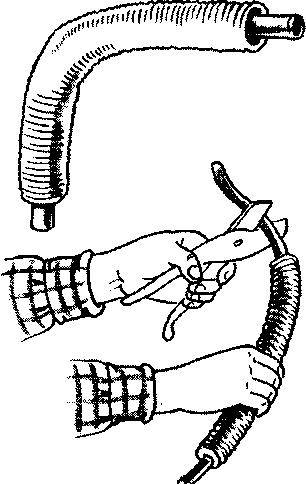
Instrucțiunile pentru schimbarea configurației țevilor cu ajutorul unui arc exterior sunt următoarele:
- Arcul este pus pe metal-plastic;
- Apoi țeava se prinde cu ambele mâini la o distanță de 20 cm de arc și se îndoaie până se obține unghiul dorit;
- După ce se obține unghiul dorit, arcul se rotește în jurul axei sale și este îndepărtat.

Utilizarea unui arc intern este diferită prin faptul că dispozitivul este introdus de la marginea țevii, unde poate fi apoi scos.
Capătul îndoit al țevii poate fi obținut folosind un îndoitor de țevi. În acest caz, dispozitivul, în conformitate cu modificarea sa, este configurat la parametrii necesari. Apoi țeava este introdusă în golul de primire și dispozitivul este antrenat de una sau alta unitate.
Modalități simple de a îndoi țevi
Îndoit cu mâna
Nu disperați dacă trebuie să instalați o structură complexă folosind țevi curbe, dar nu există un instrument profesional disponibil. Chiar dacă nu a fost posibil să achiziționați în avans semifabricate cu unghiul de îndoire dorit, puteți face singuri piese pentru lucru, acasă și cu un minim de unelte.
Cum să acționați? Prindeți structura cu mâinile, țineți-o strâns și îndoiți-o treptat. Aveți grijă să nu deteriorați piesa. Mișcați ușor, centimetru cu centimetru, pe lungimea țevii. Trebuie să repetați manipularea în 5-6 abordări. Lucrul manual nu este potrivit în toate cazurile, deoarece îndoirea unei țevi de aluminiu, de exemplu, este mult mai ușoară decât a face același lucru cu un produs metalic.
Tubul poate fi îndoit fără îndoit țevi - manual
Metoda manuală este eficientă atunci când se lucrează cu țevi cu un diametru de 16-20 mm. Cu o tăietură mai mare, procesul se va întinde și va fi mai laborios, dar acest lucru este real.
Folosind metoda la cald
Ne-am dat seama de aluminiu, dar cum să îndoiți singur o țeavă de metal, astfel încât rezultatul să nu dezamăgească? Un arzător pe gaz va rezolva problema.
Algoritm de acțiune:
- Fixăm segmentul metalic într-o menghină.
- Încălzim secțiunea viitoarei curbe.
- Când apare scara, treceți la îndoire.
De unde știi când să începi lucrul? Dacă materialul este din aluminiu, țineți o foaie de hârtie aproape de suprafața țevii. Semnalul va fi aprinderea lui sau apariția fumului.Dacă alt metal, zona încălzită va deveni roșie.
Vă rugăm să rețineți: metoda de încălzire nu este potrivită pentru lucrul cu piese galvanizate - deteriorarea stratului este garantată, acoperirea va deveni inutilizabilă

Încălzirea este o modalitate eficientă de a îndoi în siguranță țevile
Folosim materiale de umplutură - nisip și apă
Utilizarea materialelor de umplutură face posibilă îndoirea atât a țevii ondulate, cât și a pieselor de aluminiu cu diametru mare.
Cum se lucrează cu nisip:
- umplem nisipul din interiorul structurii, punem dopuri la capetele conductei (atenție la etanșeitate);
- fixați piesa într-un menghin;
- încălzim locul îndoirii cu un fier de lipit sau un arzător cu gaz;
- când zona se încălzește, îndoiți structura cu un ciocan de cauciuc sau un ciocan de lemn, bătând ușor pe suprafața încălzită;
- la finalizarea manipulărilor, scoatem dopurile, scoatem nisipul din cavități - totul este gata.
Nisipul protejează conducta de deformare și îndoire neuniformă.

Atenție la etanșeitatea închiderii țevilor atunci când lucrați cu nisip și apă
Principiul lucrului cu apă este aproape identic - turnăm apă în piesă, punem dopuri. Înainte de a îndoi o țeavă PVC sau un produs din alt material, lăsați apa să înghețe (expuneți-o la îngheț sau puneți-o la frigider). La înghețarea lichidului, prin mișcări de translație dăm structurii raza de îndoire dorită.
![§ 29. Îndoirea țevilor [1980 Makienko N.I. - curs general de instalatii sanitare]](https://fix.housecope.com/wp-content/uploads/2/4/5/245c1ed6eda8cb674f45c7734f687d31.jpg)






În conformitate cu acest principiu, puteți atât îndoi o foaie de metal într-o țeavă (numai fără utilizarea de apă și nisip), și puteți îndoi conducta în sine.
Metoda de tratament termic

În ceea ce privește țeava metalică, asistentul tău ar trebui să fie un arzător cu gaz. Acționăm în etape.
- Cu ajutorul unei menghine se fixează secțiunea metalică a țevii.
- Secțiunea destinată a curbei este încălzită cu un arzător cu gaz.
- După apariția calamului, efectuăm o îndoire.
Este important să surprindeți momentul începerii curbei. Dacă țeava este din aluminiu, atunci este necesar să aduceți o foaie de hârtie la ea
Dacă se aprinde sau fumează, atunci poți începe. Dacă conducta este realizată dintr-un alt metal, atunci zona înroșită în timpul procesului de încălzire va servi drept semnal. Metoda de tratament termic nu poate fi utilizată la îndoirea țevilor galvanizate. Temperaturile ridicate vor deteriora stratul de acoperire și vor face stratul inutilizabil. Trebuie să știți că, dacă vorbim despre îndoirea unei țevi pătrate, atunci nu puteți face fără un arzător sau un arzător puternic. Și cel mai important, chiar la începutul lucrării, un astfel de produs este încălzit din toate părțile.
Raze de îndoire a conductei
Raze de îndoire a conductei
Îndoirea țevii este un proces tehnologic, în urma căruia, sub influența sarcinilor externe, panta axei geometrice a țevii se modifică. În acest caz, în metalul pereților țevii apar deformații elastice și elastic-plastice. Tensiunile de tracțiune apar pe partea exterioară a camberului, iar tensiunile de compresiune apar pe partea interioară. Ca urmare a acestor solicitări, peretele exterior al țevii în raport cu axa de îndoire este întins, iar peretele interior este comprimat. În procesul de îndoire a țevii, are loc o schimbare a formei secțiunii transversale - profilul inelar inițial al țevii se transformă într-unul oval. Cea mai mare ovalitate a secțiunii se observă în partea centrală a camberului și scade spre începutul și sfârșitul camberului. Acest lucru se explică prin faptul că cele mai mari solicitări de tracțiune și compresiune în timpul îndoirii apar în partea centrală a îndoirii. Ovalitatea secțiunii la cot nu trebuie să depășească: pentru țevi cu un diametru de până la 19 mm - 15%, pentru țevi cu un diametru de 20 mm sau mai mult - 12,5%. Ovalitatea secțiunii Q în procente este determinată de formula:
unde Dmax, Dmin, Dnom sunt diametrele exterioare maxime, minime și nominale ale conductelor la cot.
Pe lângă formarea ovalității în timpul îndoirii, în special pentru țevile cu pereți subțiri, uneori apar pliuri (ondule) pe partea concavă a îndoirii. Ovalitatea și încrețirea afectează negativ funcționarea conductei, deoarece reduc aria de curgere, măresc rezistența hidraulică și sunt, de obicei, locul înfundarii și coroziunii crescute a conductei.
În conformitate cu cerințele Gosgortekhnadzor, razele de îndoire ale țevilor de oțel, curbelor, compensatorilor și altor elemente îndoite ale conductelor trebuie să fie de cel puțin următoarele valori:
la îndoire cu pre-umplutură cu nisip și cu încălzire - cel puțin 3,5 DH.
la îndoirea mașinilor de îndoit țevi în stare rece fără șlefuire - cel puțin 4DH,
la îndoirea cu pliuri semi-ondulate (pe o parte) fără umplutură de nisip, încălzite cu arzătoare cu gaz sau în cuptoare speciale - cel puțin 2,5 DH,
pentru coturile curbe realizate prin tragere la cald sau ștanțare, cel puțin un DH.
Este permisă îndoirea țevilor cu raza de îndoire mai mică decât cele indicate în primele trei paragrafe, dacă metoda de îndoire garantează subțierea peretelui cu cel mult 15% din grosimea cerută de calcul.
Următoarele metode principale de îndoire a țevilor sunt utilizate la depozitele și instalațiile de achiziție a țevilor, precum și la locurile de instalare: îndoirea la rece pe mașini și dispozitive de îndoit țevi, îndoire la cald pe mașini de îndoit țevi cu încălzire în cuptoare sau curenți de înaltă frecvență, îndoire cu pliuri , încovoiere în stare umplută cu nisip fierbinte.
Lungimea țevii L, necesară pentru obținerea unui element îndoit, este determinată de formula:
L = 0,0175 Rα + l,
unde R este raza de curbură a țevii, mm;
α—unghiul de îndoire a conductei, grade;
l - o secțiune dreaptă de 100-300 mm lungime, necesară pentru prinderea țevii în timpul îndoirii (în funcție de proiectarea echipamentului).
1. Numiți toleranțele pentru ovalitatea secțiunii conductei.








2. Cum se calculează ovalitatea ca procent?
3. Ce raze de îndoire sunt permise de cerințele Gosgortekhnadzor la îndoirea țevilor în diferite moduri?
4. Cum se determină lungimea țevii pentru a obține un element îndoit?
Toate materialele din secțiunea „Prelucrarea țevilor”:
● Curățarea și îndreptarea țevilor
● Flanșarea capetelor țevilor, fitingurilor și găurilor
● Filetarea si rularea filetului pe tevi
● Raze de îndoire a conductelor
● Îndoirea țevilor la rece
● Îndoirea țevilor la cald
● Tăierea și prelucrarea capetelor de țevi
● Prelucrarea conductelor neferoase
● Prelucrare tevi din plastic si sticla
● Pregatirea si revizuirea fitingurilor
● Productie de garnituri in magazine si ateliere de tevi
● Reguli de securitate pentru prelucrarea conductelor
Cum să lucrezi cu un îndoit de țevi acasă
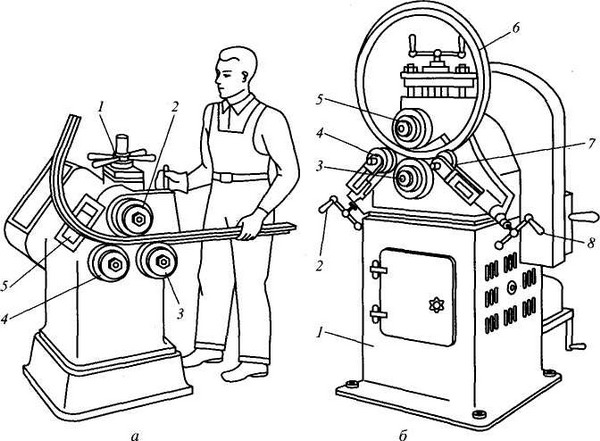
Îndoitoarele de țevi sunt numite mecanisme speciale, care se caracterizează printr-un principiu diferit de funcționare. Cu ajutorul lor, îndoirea manuală și mecanică a țevilor de profil și secțiune rotundă se realizează în producție sau acasă.
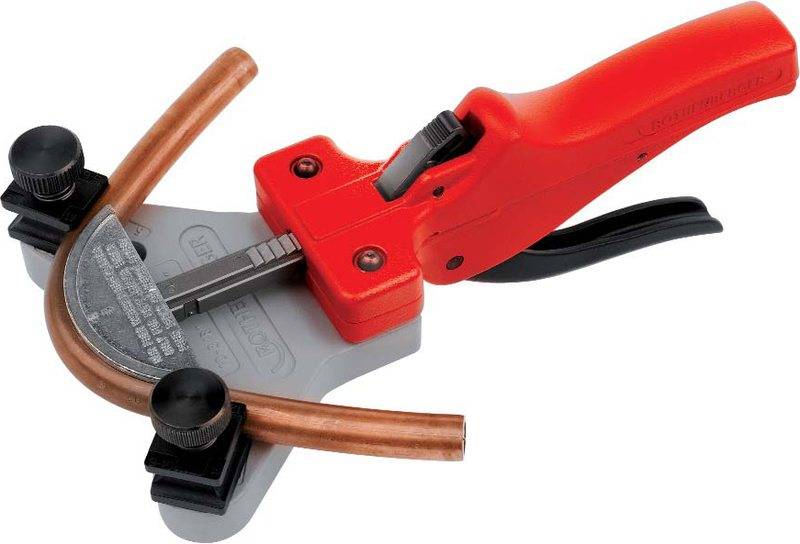
Există următoarele tipuri de îndoit manual de țevi potrivite pentru îndoirea produselor din aluminiu cu pereți subțiri din plastic, cu un diametru mic:
- Pârghie. Acest mecanism mai este numit și mașina Volnov. Pentru așezarea piesei de prelucrat, oferă o formă specială. Procesul de îndoire în sine nu necesită încălzirea țevii și se realizează prin pârghie.Forma corespunde unui anumit diametru.
- Arbaletă. Structura în care este fixată piesa de prelucrat este echipată cu un segment de îndoire care împinge prin mijlocul țevii din partea opusă capetelor.
- Primăvară. Înainte de îndoire, țeava este echipată cu un arc, care este așezat în interiorul produsului. În plus, piesa de prelucrat poate fi încălzită sau poate fi utilizată o metodă de îndoire la rece. La sfârșitul procedurii, arcul trebuie îndepărtat.

Cu ajutorul mașinii de îndoire, este posibil să se rezolve problema cum să îndoiți și cum să îndreptați un tub de aluminiu de diferite diametre și forme. Riscul de deteriorare este redus la aproape zero.








Aceste mecanisme pot avea un principiu de funcționare electromecanic sau hidraulic, care garantează un rezultat precis al lucrului, conform cerințelor propuse.



